Заготовки и материалы
Для изготовления поршней применяют стали марок 45 и 40Х с объемной закалкой до твердости 320..360 НВ
. Если наружная цилиндрическая поверхность напрямую контактирует с гильзой гидроцилиндра, то поршень наплавляют бронзой (БрОФ7-02, БрАЖ9-4) или латунью, а также выполняют целиком из антифрикционного чугуна. Некоторые зарубежные производители озвучивают изготовление поршней из стали марки 9SMn28, что приблизительно соответствует отечественной 15Г.
В качестве заготовок используется круглый прокат, штамповка или отливка. Последний вариант актуален только для чугуна и в случаях, когда требуется существенно сэкономить расход материала, поскольку зачастую стальное литье скрывает массу дефектов, и уже в процессе эксплуатации под воздействием давления могут вскрыться раковины и трещины.
Экстремальные условия обуславливают материал изготовления поршней
Поршень эксплуатируется в экстремальных условиях, характерными чертами которых являются высокие: давление, инерционные нагрузки и температуры. Именно поэтому к основным требованиям, предъявляемым материалам для его изготовления относят:
- высокую механическую прочность;
- хорошую теплопроводность;
- малую плотность;
- незначительный коэффициент линейного расширения, антифрикционные свойства;
- хорошую коррозионную устойчивость.
Требуемым параметрам соответствуют специальные алюминиевые сплавы, отличающиеся прочностью, термостойкостью и легкостью. Реже в изготовлении поршней используются серые чугуны и сплавы стали. Поршни могут быть:
- литыми;
- коваными.
В первом варианте их изготовляют путем литья под давлением. Кованые изготовляются методом штамповки из алюминиевого сплава с небольшим добавлением кремния (в среднем, порядка 15 %!), что значительно увеличивает их прочность и снижает степень расширения поршня в диапазоне рабочих температур.
Типы поршней
В двигателях внутреннего сгорания применяется два типа поршней, различающихся по конструктивному устройству – цельные и составные.
Цельные детали изготавливаются путем литья с последующей механической обработкой. В процессе литья из металла создается заготовка, которой придается общая форма детали. Далее на металлообрабатывающих станках в полученной заготовке обрабатываются рабочие поверхности, нарезаются канавки под кольца, проделываются технологические отверстия и углубления.
В составных элементах головка и юбка разделены, и в единую конструкцию они собираются в процессе установки на двигатель. Причем сборка в одну деталь осуществляется при соединении поршня с шатуном. Для этого, помимо отверстий под палец в юбке, на головке имеются специальные проушины.
Достоинство составных поршней — возможность комбинирования материалов изготовления, что повышает эксплуатационные качества детали.
Как функционирует и из чего состоит?
Поршневой двигатель внутреннего сгорания
имеет сложное строение и состоит из:
- Корпуса, включающего в себя блок цилиндров, головку блока цилиндров;
- Газораспределительного механизма;
- Кривошипно-шатунного механизма (далее КШМ);
- Ряда вспомогательных систем.
КШМ является связующим звеном между энергией выделяемой при сгорании топливо-воздушной смеси (далее ТВС) в цилиндре и коленвалом, обеспечивающим движение автомобиля. Газораспределительная система отвечает за газообмен в процессе функционирования агрегата: доступ атмосферного кислорода и ТВС в двигатель, и своевременное выведение газов, образовавшихся во время горения.
Устройство простейшего поршневого двигателя
Вспомогательные системы представлены:
- Впускной, обеспечивающей поступление кислорода в двигатель;
- Топливной, представленной системой впрыска топлива ;
- Зажигание, обеспечивающее искру и воспламенение ТВС для двигателей, работающих на бензине (дизельные двигатели отличаются самовоспламенением смеси от высокой температуры);
- Системой смазки, обеспечивающую уменьшение трения и износа соприкасающихся металлических деталей с помощью машинного масла;
- Системой охлаждения , которая не допускает перегрева рабочих деталей двигателя, обеспечивая циркуляцию специальных жидкостей типа тосол;
- Выпускной системой, обеспечивающей выведение газов в соответствующий механизм, состоящей из выпускных клапанов;
- Системой управления, обеспечивающей наблюдение за функционирование ДВС на уровне электроники.
Основным рабочим элементом в описываемом узле считается поршень двигателя внутреннего сгорания
, который и сам является сборной деталью.
Устройство поршня ДВС
Что такое поршень двигателя внутреннего сгорания автомобиля?
Устройство детали включает в себя три составляющие:
- Днище.
- Уплотняющая часть.
- Юбка.
Указанные составляющие имеются как в цельнолитых поршнях (самый распространенный вариант), так и в составных деталях.
Днище
Днище — основная рабочая поверхность, поскольку она, стенки гильзы и головка блока формируют камеру сгорания, в которой и происходит сжигание топливной смеси.
Главный параметр днища — форма, которая зависит от типа двигателя внутреннего сгорания (ДВС) и его конструктивных особенностей.
В двухтактных двигателях применяются поршни, у которых днище сферической формы – выступ днища, это повышает эффективность наполнения камеры сгорания смесью и отвод отработанных газов.
В четырехтактных бензиновых моторах днище плоское или вогнутое. Дополнительно на поверхности проделываются технические углубления – выемки под клапанные тарелки (устраняют вероятность столкновения поршня с клапаном), углубления для улучшения смесеобразования.
В дизельных моторах углубления в днище наиболее габаритны и имеют разную форму. Такие выемки называются поршневой камерой сгорания и предназначены они для создания завихрений при подаче воздуха и топлива в цилиндр, чтобы обеспечить лучшее смешивание.
Уплотняющая часть предназначена для установки специальных колец (компрессионных и маслосъемных), задача которых — устранять зазор между поршнем и стенкой гильзы, препятствуя прорыву рабочих газов в подпоршневое пространство и смазки – в камеру сгорания (эти факторы снижают КПД мотора). Это обеспечивает отвод тепла от поршня к гильзе.
Уплотняющая часть
Уплотняющая часть включает в себя проточки в цилиндрической поверхности поршня — канавки, расположенные за днищем, и перемычки между канавками. В двухтактных двигателях в проточки дополнительно помещены специальные вставки, в которые упираются замки колец. Эти вставки необходимы для исключения вероятности проворачивания колец и попадания их замков во впускные и выпускные окна, что может стать причиной их разрушения. Перемычка от кромки днища и до первого кольца именуется жаровым поясом. Этот пояс воспринимает на себя наибольшее температурное воздействие, поэтому высота его подбирается, исходя из рабочих условий, создаваемых внутри камеры сгорания, и материала изготовления поршня.
Число канавок, проделанных на уплотняющей части, соответствует количеству поршневых колец (а их может использоваться 2 — 6). Наиболее же распространена конструкция с тремя кольцами — двумя компрессионными и одним маслосъемным.
В канавке под маслосъемное кольцо проделываются отверстия для стека масла, которое снимается кольцом со стенки гильзы.
Вместе с днищем уплотнительная часть формирует головку поршня.
Вас также заинтересует:
- Кривошипно-шатунный механизм двигателя внутреннего сгорания
- Что такое компрессия и степень сжатия двигателя
- Датчик положения распределительного вала: признаки неисправности
Юбка
Юбка выполняет роль направляющей для поршня, не давая ему изменить положение относительно цилиндра и обеспечивая только возвратно-поступательное движение детали. Благодаря этой составляющей осуществляется подвижное соединение поршня с шатуном.
Для соединения в юбке проделаны отверстия для установки поршневого пальца. Чтобы повысить прочность в месте контакта пальца, с внутренней стороны юбки изготовлены специальные массивные наплывы, именуемые бобышками.
Для фиксации пальца в поршне в установочных отверстиях под него предусмотрены проточки для стопорных колец.
Экстремальные условия обуславливают материал изготовления поршней
Поршень эксплуатируется в экстремальных условиях, характерными чертами которых являются высокие: давление, инерционные нагрузки и температуры. Именно поэтому к основным требованиям, предъявляемым материалам для его изготовления относят:
- высокую механическую прочность;
- хорошую теплопроводность;
- малую плотность;
- незначительный коэффициент линейного расширения, антифрикционные свойства;
- хорошую коррозионную устойчивость.
Требуемым параметрам соответствуют специальные алюминиевые сплавы, отличающиеся прочностью, термостойкостью и легкостью. Реже в изготовлении поршней используются серые чугуны и сплавы стали.Поршни могут быть:
- литыми;
- коваными.
В первом варианте их изготовляют путем литья под давлением. Кованые изготовляются методом штамповки из алюминиевого сплава с небольшим добавлением кремния (в среднем, порядка 15 %), что значительно увеличивает их прочность и снижает степень расширения поршня в диапазоне рабочих температур.
Поршни
В настоящее время поршни бензиновых и дизельных автомобильных двигателей изготавливают из алюминиевых сплавов. При производстве поршня в отливку в процессе изготовления часто закладывают стальные вставки, которые повышают его жесткость и препятствуют температурному расширению. Иногда стальную вставку располагают в канавке под верхнее компрессионное (наиболее нагруженное) поршневое кольцо.
Поршни стали значительно короче. Большая часть юбки обрезается с каждой стороны, и остаются только две небольшие секции для того, чтобы предотвратить перекос поршня в цилиндре. Благодаря совершенству конструкции силы, воздействующие на поршень, сбалансированы таким образом, чтобы свести к минимуму тенденцию к его повороту. Расстояние от днища поршня до верхней канавки под поршневое кольцо уменьшают с целью снижения возможности образования нагара в этой части. За счет уменьшения размеров сечений в конструкции поршня удалось значительно снизить его массу. Для уменьшения потерь на трение и повышения долговечности деталей КШМ на боковую поверхность поршня наносят слой антифрикционного материала, содержащего дисульфид молибдена или графит.
Для отвода тепла из зоны колец в поршне может быть предусмотрен охлаждающий каналы, по которым циркулирует масло, подаваемое через форсунку 6 при положении поршня вблизи нижней мертвой точки. В бобышках поршня устанавливаются латунные втулки 7, а в днище поршня делаются подклапанные 2 выемки, исключающие соприкосновение клапана с поршнем.
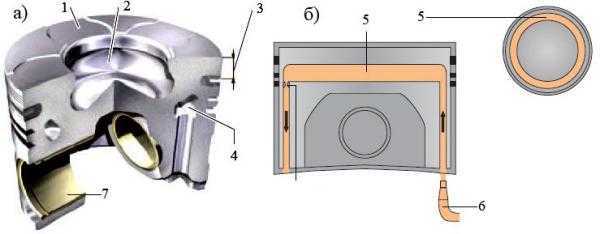
Рис. Поршень современного двигателя: 1 – подклапанные выемки; 2 – камера сгорания; 3 – высота жарового слоя; 4, 5 – охлаждающий канал; 6 – форсунка; 7 – латунная втулка; а – общий вид; б – расположение каналов
Поршни двигателей с непосредственным впрыском топлива имеют особую форму, необходимую для обеспечения процесса сгорания топлива.
Рис. Поршень системы непосредственного впрыска бензинового двигателя: 1 – топливная выемка; 2 – воздушная выемка
В современных дизельных двигателях, в связи с повышенным давлением сгорания по сравнению с обычными двигателями, применяются трапециевидные поршни и шатуны.
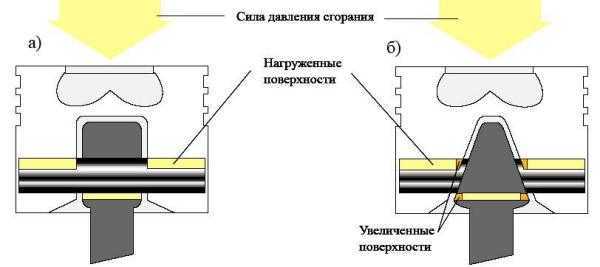
Рис. Распределение усилий на поршне и шатуне: а – с параллельными сопрягающимися поверхностями; б – с трапециевидными
сопрягающимися поверхностями
В отличие от традиционной формы связи между поршнем и шатуном благодаря трапециевидной форме плоскостей сопряжения поршня и шатуна площадь нагруженных поверхностей отверстий в поршне и в шатуне под поршневой палец увеличивается. Вследствие такой формы поверхностей сила давления сгорания распределяется на большей площади, в результате чего удельные давления на поршневой палец и шатун уменьшаются.
Поршневые кольца изготавливаются из специально модифицированного чугуна. Один из способов получения более компактных и легких поршней – выполнение колец более узкими и мелкими с компактным размещением их в верхней части головки поршня. При этом предъявляются повышенные требования к материалу, из которого они изготовлены, и к точности их изготовления.
Назначение и конструкция
Дизели 1А-5Д49 мощностью 3000 л.с. (2200 кВт) начали серийно выпускать на Коломенском тепловозостроительном заводе с 1975 г. Их устанавливал на грузовые двухсекционные тепловозы 2ТЭ116 Луганский тепловозостроительный завод. Позднее Коломенский завод приступил к серийному производству пассажирского односекционного тепловоза ТЭП70 с дизелями 2А-5Д49 мощностью 4000 л.с. (2940 кВт).
Рабочий процесс дизелей Д49 отличается высокой экономичностью на режимах номинальной мощности.
На российские железные дороги в общей сложности поступило около 2 тыс. секций тепловозов с дизелями типа Д49.
Шатунно-поршневая группа представляет группу деталей кинематической пары — поршень-шатун, играющей важную роль в рабочем процессе дизеля.
Шатунно-поршневая группа вместе с коленчатым валом являются основным рабочим механизмом поршневого двигателя внутреннего сгорания. Поступательное движение поршня преобразуется во вращательное движение коленчатого вала при помощи шатуна, сочлененного шарнирно с верхней головкой поршневым пальцем и нижней головкой с шейкой колена вала. Рабочая полость располагается между поршнями. Поршень — наиболее ответственная и напряженная часть двигателя. Он выполняет следующие функции:
Экстремальные условия обуславливают материал изготовления поршней
Поршень эксплуатируется в экстремальных условиях, характерными чертами которых являются высокие: давление, инерционные нагрузки и температуры. Именно поэтому к основным требованиям, предъявляемым материалам для его изготовления относят:
- высокую механическую прочность;
- хорошую теплопроводность;
- малую плотность;
- незначительный коэффициент линейного расширения, антифрикционные свойства;
- хорошую коррозионную устойчивость.
Требуемым параметрам соответствуют специальные алюминиевые сплавы, отличающиеся прочностью, термостойкостью и легкостью. Реже в изготовлении поршней используются серые чугуны и сплавы стали. Поршни могут быть:
В первом варианте их изготовляют путем литья под давлением. Кованые изготовляются методом штамповки из алюминиевого сплава с небольшим добавлением кремния (в среднем, порядка 15 %), что значительно увеличивает их прочность и снижает степень расширения поршня в диапазоне рабочих температур.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
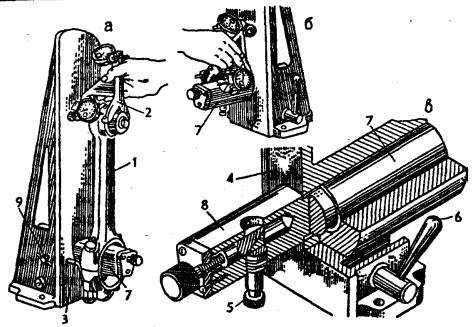
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Что такое поршень двигателя внутреннего сгорания автомобиля?

Устройство детали включает в себя три составляющие:
Указанные составляющие имеются как в цельнолитых поршнях (самый распространенный вариант), так и в составных деталях.
Днище
Днище — основная рабочая поверхность, поскольку она, стенки гильзы и головка блока формируют камеру сгорания, в которой и происходит сжигание топливной смеси.
Главный параметр днища — форма, которая зависит от типа двигателя внутреннего сгорания (ДВС) и его конструктивных особенностей.
В двухтактных двигателях применяются поршни, у которых днище сферической формы – выступ днища, это повышает эффективность наполнения камеры сгорания смесью и отвод отработанных газов.
В четырехтактных бензиновых моторах днище плоское или вогнутое. Дополнительно на поверхности проделываются технические углубления – выемки под клапанные тарелки (устраняют вероятность столкновения поршня с клапаном), углубления для улучшения смесеобразования.
В дизельных моторах углубления в днище наиболее габаритны и имеют разную форму. Такие выемки называются поршневой камерой сгорания и предназначены они для создания завихрений при подаче воздуха и топлива в цилиндр, чтобы обеспечить лучшее смешивание.
Уплотняющая часть предназначена для установки специальных колец (компрессионных и маслосъемных), задача которых — устранять зазор между поршнем и стенкой гильзы, препятствуя прорыву рабочих газов в подпоршневое пространство и смазки – в камеру сгорания (эти факторы снижают КПД мотора). Это обеспечивает отвод тепла от поршня к гильзе.
Уплотняющая часть
Уплотняющая часть включает в себя проточки в цилиндрической поверхности поршня — канавки, расположенные за днищем, и перемычки между канавками. В двухтактных двигателях в проточки дополнительно помещены специальные вставки, в которые упираются замки колец. Эти вставки необходимы для исключения вероятности проворачивания колец и попадания их замков во впускные и выпускные окна, что может стать причиной их разрушения.

Перемычка от кромки днища и до первого кольца именуется жаровым поясом. Этот пояс воспринимает на себя наибольшее температурное воздействие, поэтому высота его подбирается, исходя из рабочих условий, создаваемых внутри камеры сгорания, и материала изготовления поршня.
Число канавок, проделанных на уплотняющей части, соответствует количеству поршневых колец (а их может использоваться 2 — 6). Наиболее же распространена конструкция с тремя кольцами — двумя компрессионными и одним маслосъемным.
В канавке под маслосъемное кольцо проделываются отверстия для стека масла, которое снимается кольцом со стенки гильзы.
Вместе с днищем уплотнительная часть формирует головку поршня.
Вас также заинтересует:
Юбка выполняет роль направляющей для поршня, не давая ему изменить положение относительно цилиндра и обеспечивая только возвратно-поступательное движение детали. Благодаря этой составляющей осуществляется подвижное соединение поршня с шатуном.
Для соединения в юбке проделаны отверстия для установки поршневого пальца. Чтобы повысить прочность в месте контакта пальца, с внутренней стороны юбки изготовлены специальные массивные наплывы, именуемые бобышками.
Для фиксации пальца в поршне в установочных отверстиях под него предусмотрены проточки для стопорных колец.
Усовершенствование поршней
Из вышеизложенного материала стало понятным, что задиры появляются, когда поршень перемещается в цилиндре на сухую. Т.е. в пространство между этими деталями по разным причинам не поступает смазка.
Для решения этой проблемы некоторые мотористы предлагают провести модернизацию мотора и просверлить с боку в середине юбки поршня отверстие диаметром 4-6 мм и сделать небольшую фаску.

А по краям юбки поршня сделать небольшие зубчики (насечки глубиной 0,4 – 0,5 мм, а шириной 0,7 – 0,8 мм).

Суть метода в том, что зубчиками, при движении поршня вниз, будет захватываться масло и принудительно подаваться под юбку (ему просто некуда деваться), а отверстие работает в роли насоса подсасывая смазку по юбке в месте соприкосновения ее со стенкой цилиндра.
https://youtube.com/watch?v=4OIICnHj2Rg
Как функционирует и из чего состоит?
Поршневой двигатель внутреннего сгорания имеет сложное строение и состоит из:
- Корпуса, включающего в себя блок цилиндров, головку блока цилиндров;
- Газораспределительного механизма;
- Кривошипно-шатунного механизма (далее КШМ);
- Ряда вспомогательных систем.
КШМ является связующим звеном между энергией выделяемой при сгорании топливо-воздушной смеси (далее ТВС) в цилиндре и коленвалом, обеспечивающим движение автомобиля. Газораспределительная система отвечает за газообмен в процессе функционирования агрегата: доступ атмосферного кислорода и ТВС в двигатель, и своевременное выведение газов, образовавшихся во время горения.
Устройство простейшего поршневого двигателя
Вспомогательные системы представлены:
- Впускной, обеспечивающей поступление кислорода в двигатель;
- Топливной, представленной системой впрыска топлива;
- Зажигание, обеспечивающее искру и воспламенение ТВС для двигателей, работающих на бензине (дизельные двигатели отличаются самовоспламенением смеси от высокой температуры);
- Системой смазки, обеспечивающую уменьшение трения и износа соприкасающихся металлических деталей с помощью машинного масла;
- Системой охлаждения, которая не допускает перегрева рабочих деталей двигателя, обеспечивая циркуляцию специальных жидкостей типа тосол;
- Выпускной системой, обеспечивающей выведение газов в соответствующий механизм, состоящей из выпускных клапанов;
- Системой управления, обеспечивающей наблюдение за функционирование ДВС на уровне электроники.
Основным рабочим элементом в описываемом узле считается поршень двигателя внутреннего сгорания, который и сам является сборной деталью.
Экстремальные условия обуславливают материал изготовления поршней
Поршень эксплуатируется в экстремальных условиях, характерными чертами которых являются высокие: давление, инерционные нагрузки и температуры. Именно поэтому к основным требованиям, предъявляемым материалам для его изготовления относят:
- высокую механическую прочность;
- хорошую теплопроводность;
- малую плотность;
- незначительный коэффициент линейного расширения, антифрикционные свойства;
- хорошую коррозионную устойчивость.
Требуемым параметрам соответствуют специальные алюминиевые сплавы, отличающиеся прочностью, термостойкостью и легкостью. Реже в изготовлении поршней используются серые чугуны и сплавы стали. Поршни могут быть:
- литыми;
- коваными.
В первом варианте их изготовляют путем литья под давлением. Кованые изготовляются методом штамповки из алюминиевого сплава с небольшим добавлением кремния (в среднем, порядка 15 %), что значительно увеличивает их прочность и снижает степень расширения поршня в диапазоне рабочих температур.