Общее описание сборки ТНВД
Перед началом сборки
ТНВД необходимо произвести мойку и дефектовку. Мойку деталей
топливного насоса и корпусов форсунок целесообразно производить в
мойках барабанного типа, работающих по замкнутому циклу. Автор в
течении последних 5 месяцев использует мойку Гейзер с диаметром
барабана 700 мм.
При дефектовке деталей
ТНВД и регулятора автором рекомендуется замена следующих запасных
частей при износе плунжерных пар:
-
2 418 455 727
– Пара плунжерная – 8шт.; -
2 418 459 037
– Клапан нагнетательный – 8 шт.; -
2 414 612
005 – Пружина клапана – 8 шт.; -
2 410 422
013 – Втулка поворотная плунжера (при наличии износа шара,
смотреть в лупу 8х); -
2 417 010 022
– Ремкомплект ТНВД полный; -
2 427 010 049
– Ремкомплект регулятора ТНВД; -
2 421 015
057 – Прокладка регулятора; -
2 447 010
043 – Ремкомплект клапанов ТННД.
При дефектовке обратить
внимание на рабочие поверхности кулачкового вала, толкателей,
подшипников и пружин. Корпус ТНВД должен быть очищен, перед мойкой
следует удалить все кольца, оставшиеся после демонтажа втулок
плунжера. На рисунке 1.1
представлены инструменты для установки плунжера и толкателя и
фиксации толкателя
На рисунке 1.1
представлены инструменты для установки плунжера и толкателя и
фиксации толкателя.

Рисунок 1.1 –
Набор инструмента для установки и фиксации плунжера
Положение фиксатора
толкателя таково, что каталожный номер, указанный на корпусе
толкателя расположено сверху, а метка 0 на поворотной части фиксатора
– снизу. Стопоры толкателей устанавливать и демонтировать на
полностью отжатые кулачки с целью предотвращения поломки стопоров.
Кулачковый вал следует
устанавливать как указано на рисунке 1.2.
Рисунок 1.2 –
Положение кулачков кулачкового вала при установке и снятии стопоров
толкателей
Установку кулачкового
вала производить как указано на рисунке 1.3.

Рисунок 1.3 –
Установка кулачкового вала ТНВД
Следует отметить, что
на указанном на фото ТНВД кулачковый вал удобнее демонтировать и
устанавливать со стороны регулятора. В множестве моделей применяются
конические подшипники, поэтому демонтаж кулачкового вала следует
производить через переднюю часть ТНВД после снятия передней крышки
подшипника КВ.
Демонтаж и установку
кулачкового вала в корпус ТНВД производить при помощи пресса либо же
легкими ударами через медную или алюминиевую наставку.
Все ударные работы
рекомендуется производить резиновыми молотками.
Металлические заглушки
использовать однократно.
Клапаны
Наиболее распространенной операцией ремонта клапана является притирка уплотнительной конической поверхности тарелки к седлу, которую выполняют как механическим способом на станке, так и вручную с помощью воротка. Последнее применяют главным образом в судовых условиях. Притирку ведут при помощи паст ГОИ трех сортов, отличающихся друг от друга величиной абразивных зерен.
Различают следующие пасты:
- грубые (черный);
- средние (темно-зеленый);
- тонкие (светло-зеленый цвет).
Для лучшего нанесения абразивного материала на притираемую поверхность пасту разводят в керосине или в минеральном масле. Обычно притирку начинают грубыми пастами, а заканчивают тонкими.
Во избежание перекоса или смещения осей притирку следует вести с применением направляющей втулки штока клапана. Притирку производят до тех пор, пока на поверхности фаски не появится матовый круговой поясок шириною 2—3 мм. Плотность притертых поверхностей можно проверить при помощи керосиновой пробы или воздуха. Если в течение 20 мин давление воздуха при воздушной пробе не упадет, клапан считается притертым. В практике часто проверяют плотность прилегания клапана с помощью рисок мягкого карандаша.
https://youtube.com/watch?v=VZRwyqiIY60
При наличии больших рисок или раковин от выгорания тарелки клапанов протачивают на токарном станке или подвергают шлифованию. Шток клапана можно восстановить хромированием с последующим шлифованием на окончательный размер. Удобнее всего эту операцию производить на бесцентровом шлифовальном станке. Овальность и конусность штока не должны превышать 0,03 мм.
В некоторых случаях наращивание размеров штока и тарелки клапана осуществляют при помощи наплавки с последующей обработкой на токарном станке и доводкой до окончательных размеров шлифованием. Если высота цилиндрического пояса тарелки выпускного клапана менее 50% номинального значения, а впускного — менее 2 мм, необходимо произвести либо их замену, либо восстановление.
Предлагается к чтению: Ремонт корпусных конструкций и судовых устройств
Нерабочие поверхности клапана полируют, при этом следует иметь в виду, что цементированный слой разрешается снимать на глубину не более 0,3 мм. Поверхность, пораженная коррозией, не должна превышать 1 см2, а глубина разъедания должна быть не более 0,2 мм. Биение поверхности фаски относительно рабочей поверхности штока, а также торцевое биение тарелки не должно превышать 0,03 мм.
Корпуса клапанов и их седла для ДВС отливают из стали и чугуна марок СЧ21-40, СЧ28-48 и СЧ35-52. Тарелки клапанов изготовляют из сталей 12ХНЗА, Х10С2М, 20ХН4ФА, а для всасывающих клапанов малооборотных дизелей применяют сталь 45.
 Серый чугун марки СЧ21-40
Серый чугун марки СЧ21-40
Направляющие втулки клапанов двигателей всех марок изготовляют из бронзы следующих марок; БрАЖ9-4, БрАЖМцЮ-3-1,5, БрОЦСЗ-11-,5, а также жаростойких БрАЖН 10-4-4 и БрАЖН-11-6-6. Последние две бронзы можно применить и для седел клапанов ДВС.
На изготовление пружин идут марганцовистые стали 50Г, 60Г и 65Г, из которых пружины навивают в горячем состоянии. Из сталей 60С2, 60С2Н2А и 50ХФА навивку пружин производят в холодном состоянии.
Пояски тарелок клапана наплавляют стеллитом марки ВЗК. Перед наплавкой поясок протачивают. Температура предварительного подогрева до 500°С. Наплавку ведут аргонодуговой сваркой неплавящимся вольфрамовым электродом диаметром 3 мм, постоянным током прямой полярности. После наплавки производят отжиг при температуре 700°С. Качество наплавки контролируют люминесцентной дефектоскопией.
Работа плунжера ТНВД
При положении плунжера в нижней мертвой точке (НМТ) (1) каналы для поступления топлива в гильзе плунжера открыты. Через них топливо под давлением, создаваемым топливоподкачивающим насосом, из топливной магистрали ТНВД поступает в камеру (секцию) высокого давления (в полость гильзы над плунжером) (7). При движении плунжера вверх, он поднимается до канала для поступления топлива и перекрывает его своим верхним торцом (8). Этот ход плунжера называется предварительным ходом (2). Во время дальнейшего движения плунжера давление топлива возрастает и открывается нагнетательный клапан (9). Если используется нагнетательный клапан постоянного объема, плунжер совершает дальнейшее движение, называемое втягивающим ходом (3). Во время эффективного (рабочего) (4) хода топливо через топливопровод высокого давления подается к форсункам. Рабочий ход заканчивается сразу же, как только спиральная канавка плунжера откроет сливной канал (или входной канал поступления топлива) (10). С этого момента прекращается подача топлива к форсункам, потому что при дальнейшем движении плунжера топливо через вертикальную канавку плунжера проходит обратно в топливную магистраль (холостой ход) (5). Во время дальнейшего хода плунжера в обратном направлении (12) от верхней мертвой точки (ВМТ) (6), топливо продолжает перетекать через вертикальную канавку в гильзу, пока спиральная канавка плунжера не пройдет полностью мимо сливного канала и он не перекроется.
При дальнейшем движении плунжера вниз над ним в гильзе возникает разрежение и как только плунжер откроет впускной топливный канал, топливо заполнит гильзу над плунжером и цикл может повториться вновь. (А — общий ход).
Одним из факторов, влияющих на мощность дизеля, является количество впрыскиваемого топлива. Задачей ТНВД является всегда точно дозировать соответствующее количество топлива в зависимости от нагрузки на двигатель. Количество впрыскиваемого топлива изменяется путем изменения рабочего хода плунжера. Для этого управляющая зубчатая рейка (5) поворачивает плунжер насоса в гильзе (1) так, что спиральная канавка (4), проходящая диагональю по окружности плунжера, может открывать входной топливный канал (2) раньше или позже и, таким образом, изменять конец подачи и вместе с ним количество впрыскиваемого топлива. В положении максимальной подачи (с) топливный канал не открывается до тех пор, пока плунжер не пройдет полный ход и не обеспечит максимально возможную подачу топлива. При средней подаче (Ь) топливный канал открывается раньше в зависимости от точного положения плунжера. При положении нулевой подачи (а) вертикальная канавка плунжера находится прямо напротив входного топливного канала. При этом движении плунжера камера высокого давления постоянно соединена с магистралью подвода топлива через вертикальную канавку плунжера. Подачи топлива не происходит. Плунжер поворачивается в это положение при выключении двигателя.
В рядном ТНВД РЕ.. .А применяется зубчатая рейка для поворота плунжера и изменения количества впрыскиваемого топлива.
Инструкция по очистке (промывке)

Как и говорилось выше, частой проблемой дизельных форсунок является их засорение. Для восстановления производительности элементов впрыска проводится чистка.
Её можно провести двумя способами:
- без демонтажа форсунок;
- со снятием.
В первом случае в топливо добавляется особая присадка, способная очистить инжектор от отложений. Однако этот способ редко даёт результат, тем более для дизельных машин. Куда эффективнее выглядит очистка сольвентом. Но здесь приходится сооружать небольшую автономную систему из топливного фильтра, бутылок, манометра и компрессора
Данная работа требует осторожности, так как давление нужно постоянно контролировать, иначе разорвёт пластиковые бутылки
Промывка элементов может быть проведена с помощью:
- ультразвука;
- химического состава.
Ультразвуковая очистка является более эффективной, но требует наличия специального стенда. Кроме того, этот вариант имеет свои недостатки: некоторым видам форсунок противопоказан данный вариант промывки.
Химическая обработка куда проще. Как правило, используется карбклинер. Он соединяется с зарядным устройством от телефона. Затем сооружается небольшая схема и осуществляется одновременная промывка системы впрыска. С помощью средства для чистки карбюратора можно промывать отложения средней твёрдости. Однако убирать окаменелости и старые отложения оно не может: здесь уже нужно использовать ультразвук.
Регулировка топливных насосов высокого давления
Регулирование ТНВД должно производиться на специальных стендах высококвалифицированными специалистами. При регулировке насоса следует использовать стендовые форсунки или форсунки, с которыми насос был установлен на двигателе, помечая при этом номер каждой форсунки в соответствии с цилиндром. Перед проверкой и регулировкой насоса высокого давления все форсунки (если используются форсунки с двигателя) должны быть тщательно проверены и отрегулированы на специальном стенде в соответствии с техническими условиями для данного типа и модели форсунок. После регулировки насоса каждую форсунку следует устанавливать на цилиндр, соответствующий секции насоса, которую регулировали совместно с этой форсункой.

Общая работоспособность плунжерных пар насоса может оцениваться при помощи стендовых форсунок, отрегулированных на давление начала впрыска, превышающее номинальное в 1,8…2 раза. Если в этом случае насос обеспечивает подачу, значит плунжерные пары в нормальном состоянии.
***
Регулировка цикловой подачи
Основная регулировка топливного насоса – регулировка количества и равномерности цикловой подачи на номинальном режиме. Для этого рейку ТНВД (или дозатор у одноплунжерного насоса) специальным винтом устанавливают в положение номинальной подачи. При номинальной частоте вращения замеряют цикловую подачу всех секций, контролируя уровень топлива в измерительных пробирках для каждой секции насоса.
Для контроля величины цикловой подачи по секциям насоса используются стеклянные градуированные пробирки, закрепленные на испытательном стенде и присоединенные к выпускному штуцеру секции, либо (в современных стендах) по дисплею, на котором визуально отображается цикловая подача по секциям испытываемого ТНВД. Цикловая подача должна соответствовать техническим условиям на насос и корректироваться для конкретной модели двигателя.
Отклонение по секциям (неравномерность подачи) допускается не более 3…5%. В противном случае у насосов серии 33 (КамАЗ) и 60 (ЗИЛ) ослабляют крепление корпуса секции и поворачивают его, переставляя на один-два зуба стопорную шайбу корпуса. У некоторых насосов (4УТНМ, ЯЗДА, ЧТЗ) для крепления секций предусмотрены специальные хомуты, которые при необходимости ослабляют и корректируют цикловую подачу поворотом корпуса секции.
Регулирование угла опережения начала подачи
Проверку и регулировку этого угла осуществляют на стенде.
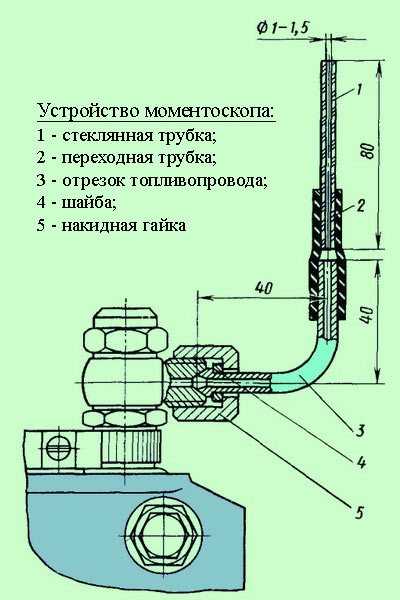
В рядных насосах на первую секцию, а в V-образных насосах серии 33 – на восьмую секцию устанавливают моментоскоп – стеклянную трубку, соединенную через резиновый патрубок с топливопроводом высокого давления (см. рисунок). Рейку устанавливают в положение номинальной подачи и вращая вручную вал насоса (за муфту опережения впрыска), заполняют трубку моментоскопа топливом. Отвернув вал обратную сторону, и затем медленно вращая его вперед, определяют момент, когда поверхность топлива (мениск) в трубке моментоскопа дрогнет. Вращение останавливают. При этом лимб стенда покажет угол до оси симметрии кулачка привода плунжера. Этот угол должен соответствовать техническим условиям для данного конкретного насоса. Так, для восьмой секции насоса серии 33 (КамАЗ) этот угол должен составлять 42…43˚, а для первой секции насосов 4УТНМ — 56˚.
После проверки первой (или восьмой) секции, моментоскоп устанавливают на остальные секции соответственно порядку работы цилиндров двигателя. Отклонение углов опережения впрыска по секциям не должно превышать 20′.
С целью регулировки угла опережения начала подачи в насосах серии 33 (КамАЗ) заменяют пяту толкателя, которую выпускают 18 ремонтных размеров. В насосах типа УТНМ, ТН, ЯЗДА для этих целей перемещают винт толкателя плунжера. После регулировки секции этот винт стопорят контргайкой.
***
Учебные дисциплины
- Инженерная графика
- МДК.01.01. «Устройство автомобилей»
- Общее устройство автомобиля
- Автомобильный двигатель
- Трансмиссия автомобиля
- Рулевое управление
- Тормозная система
- Подвеска
- Колеса
- Кузов
- Электрооборудование автомобиля
- Основы теории автомобиля
- Основы технической диагностики
- Основы гидравлики и теплотехники
- Метрология и стандартизация
- Сельскохозяйственные машины
- Основы агрономии
- Перевозка опасных грузов
- Материаловедение
- Менеджмент
- Техническая механика
- Советы дипломнику
Олимпиады и тесты
- «Инженерная графика»
- «Техническая механика»
- «Двигатель и его системы»
- «Шасси автомобиля»
- «Электрооборудование автомобиля»
Когда необходимо регулировать впрыск
На заводе для регулировки ТНВД есть специальный станок. Поэтому он неплохо работает без регулировок. Но, бывают случаи, когда после каких либо ремонтных работ, приходится регулировать угол впрыска, например:

Напомню вам, дорогие читатели, что для полной регулировки ТНВД нужен специальный стенд. Поэтому разбирать его по деталям или вращать все имеющиеся на нем винты просто глупо. Вы разрегулируете устройство настолько, что потом без стенда уже никак не получится обратно настроить работу мотора. Поэтому не понимая что и зачем крутить не трогайте сами винт полной нагрузки насоса и прочие винты, потому что обратно вы их настроить не сможете. Вам ведь не нужны лишние проблемы и расходы?
Если есть уверенность в своих силах
При наличии перечисленных выше признаков необходимо подумать о ремонте топливного нагнетателя. Ниже рассматривается, как устранить некоторые неисправности аксиального ТНВД распределительного типа своими руками.
Также следует приготовить фотоаппарат, чтобы фиксировать каждый этап разборки. В противном случае можно забыть — где находились те или иные детали. Для разборки необходимо приготовить подходящий стол и покрыть его чистой тканью или хотя бы листом белой бумаги. На полу не должно быть мусора, иначе случайно упавшую деталь можно и не найти.
Итак, что может самостоятельно сделать автолюбитель, не имеющий специальной квалификации?
- устранить утечку топлива из корпуса насоса;
- проверить исправность электромагнитного клапана;
- проверить плунжерный механизм подачи горючего;
- проверить автоматический регулятор частоты вращения;
- очистить фильтрующие сетки;
- проверить давление, развиваемое прибором;
- отрегулировать автомат опережения впрыска.

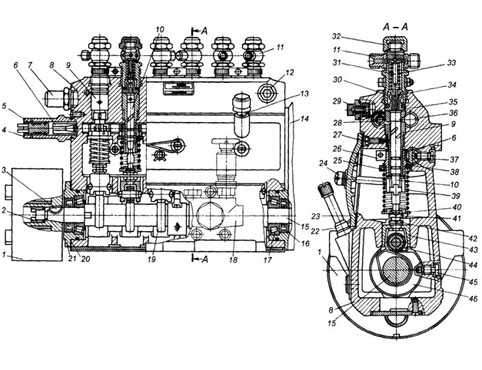
Топливный насос высокого давления (ТНВД)
(18—20 МПа) подает через форсунки в камеру сгорания топливо в строго определенные моменты и в определенном количестве в зависимости от режима работы двигателя. На автомобильных двигателях применяют ТНВД золотникового типа с постоянным ходом плунжера и регулировкой окончания подачи топлива. Число секций топливного насоса соответствует числу цилиндров двигателя. Каждая секция обслуживает один цилиндр. Привод топливных насосов осуществляется от зубчатых колес распределительного вала. На двигателях марки «ЯМЗ» применяются рядные топливные насосы , которые располагаются между рядами цилиндров. На двигателях марки «КамАЗ» — двухрядные V-образные топливные насосы.ТНВД двигателей марки «ЯМЗ» состоит из корпуса с крышками, внутри корпуса имеется горизонтальная перегородка, в которой выполнены гладкие отверстия с пазами под роликовые толкатели. В верхней части корпуса имеются резьбовые отверстия крепления насосных секций, топливные каналы, отверстие крепления рейки поворота плунжеров. В нижней части корпуса расположен кулачковый вал привода насосных секций. Роликовый толкатель в верхней части имеет регулировочный болт с контргайкой.Насосная секция включает в себя плунжер и гильзу, соединенные вместе, которые образуют плунжерную пару. Плунжер диаметром 9 мм имеет ход 10 мм. Для создания высокого давления зазор между плунжером и гильзой составляет 0,00015—0,002 мм. Положение гильзы в насосе относительно топливных каналов фиксировано стопорным винтом. В верхней части гильзы имеется впускное и перепускное отверстия. Плунжер в верхней части имеет осевое и радиальное отверстия. От радиального отверстия плунжера выполнены две спиральные канавки. На нижнем конце плунжера имеется два выступа, входящих в пазы поворотной втулки, которая поворачивает плунжер, также имеется кольцевая проточка для опорной тарелки возвратной пружины плунжера. Другой конец пружины упирается в верхнюю тарелку, установленную в кольцевой выточке корпуса. На поворотной втулке крепится зубчатый хомутик, находящийся в зацеплении с рейкой поворота плунжеров. Над гильзой плунжера располагается нагнетательный клапан с седлом, упором и возвратной пружиной. Насосная секция в корпусе насоса крепится штуцером. От штуцера через ниппель топливо поступает по топливопроводу высокого давления к форсунке. 1 МПа начинает открываться нагнетательный клапан. Клапан полностью открыт при давлении 1,8 МПа. Плунжер продолжает двигаться вверх, давление топлива в надплунжерном пространстве растет. При достижении требуемого для впрыска топлива давления (17—20 МПа) игла распылителя форсунки поднимается и происходит впрыск топлива в цилиндр.
Плунжер движется вверх, поддерживая давление впрыска топлива. Как только отсечная кромка спиральной канавки совместится с перепускным отверстием давление топлива резко падает, игла распылителя форсунки под действием возвратной пружины садится в седло. Впрыск топлива прекращается. Одновременно нагнетательный клапан под действием возвратной пружины садится в седло, объем пространства за клапаном увеличивается и происходит отсечка подачи топлива. Конусный поясок нагнетательного клапана притерт к седлу и надежно изолирует надплунжерное пространство от топливопровода высокого давления, поддерживая в нем избыточное давление топлива, что обеспечивает стабильность при малой подаче топлива.Плунжер какое-то время еще продолжает двигаться вверх, обеспечивая гарантированный впрыск топлива. Кулачок сбегает с ролика толкателя и под действием возвратной пружины плунжер начинает двигаться вниз, надплунжерное пространство заполняется топливом.Режим работы дизеля зависит от количества топлива, подаваемого в цилиндры секциями насоса за один ход плунжера. При повороте плунжеров во втулках на некоторый угол изменяется количество подаваемого топлива.На многоцилиндровых двигателях из-за применения рядного насоса увеличивается длина кулачкового вала. Применение V-образных насосов позволяет уменьшить длину кулачкового вала, повысить его жесткость и увеличить давление впрыска до 70 МПа.
Другие способы прокачки топливной системы дизельного двигателя
Итак, выше мы рассмотрели основной способ, как прокачать топливную систему дизеля. При этом многие специалисты и опытные автолюбители отдельно указывают, что в ряде случаев подобные попытки прокачать насос могут иметь серьезные последствия для системы питания.
Обратите внимание, причина таких опасений заключается в том, что если имеются механические повреждения, прокачка таким способом может нанести непоправимый ущерб. Давайте рассмотрим другие существующие способы. Прежде всего, ослабляется болт на магистрали обратной подачи топлива (так называемая «обратка»)
Далее следует внимательно следить за тем, как будет выходить топливо. Если видны пузырьки воздуха, тогда это значит, что система завоздушена
Прежде всего, ослабляется болт на магистрали обратной подачи топлива (так называемая «обратка»). Далее следует внимательно следить за тем, как будет выходить топливо. Если видны пузырьки воздуха, тогда это значит, что система завоздушена.
Если это так, можно взять простой насос для накачки шин или компрессор. Далее с топливного насоса снимается шланг, вместо него ставится шланг воздушного насоса. Основная идея в том, что происходит накачка, которая позволяет повысить давление в системе. Это давление дает возможность перекачать дизтопливо в топливный насос.
Итак, сначала снимается топливный фильтр, просушивается его корпус. Затем отдельные элементы протираются, затем производится обратная сборка. Далее понадобится обнаружить два штуцера на корпусе фильтра. Один из штуцеров нужен для слива дизтоплива, а другой подойдет для прокачки.
Приготовив пылесос, также нужен обычный медицинский шприц и шланг длиной 30-40 см. Для этих целей рекомендуется использовать прозрачный тип шланга. Шприц вставляется в шланг, а другой конец шланга надевается на штуцер прокачки.
Далее из шприца вытаскивается поршень, а в шприц вставляется трубка пылесоса. Главное, добиться надежной фиксации и плотной посадки. Также места соединений можно уплотнить, надевая отрезки шлангов разного диаметра, наматывая изоленту и т.д.
Теперь можно немного открутить штуцер, после чего включается пылесос. Через несколько секунд в шприце можно будет увидеть желтоватую пену. Это и есть смесь солярки и воздуха. Дальнейшая прокачка сводится к тому, чтобы вместо пены шприц заполнило чистое дизтопливо.
Рассмотрим еще одно решение, позволяющее в некоторых случаях быстро прокачать топливную систему дизеля. Для этого достаточно полностью заполнить корпус топливного фильтра дизельным топливом, после чего двигатель запускается. Далее нужно дать мотору поработать на высоких оборотах, в результате чего происходит прокачка системы питания.