Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.

Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.

Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа. После просушки склеенный участок зачистить и выровнять шлифовкой.
Когда не имеет смысла проводить сварку аргоном?
Часто в процессе эксплуатации автомобиля возникает необходимость провести смену датчика в корпусе двигателя или свечей. Вполне может оказаться, что эти элементы слишком сильно затянуты. В таком случае мастер или владелец может приложить чрезмерное усилие и просто отколоть кусок агрегата. Если это было произведено на месте установки свечки, придется покупать новый блок. При попытке сварки произойдут такие процессы:
- мастер произведет максимально аккуратное восстановление поврежденного места, но посадочный диаметр уже невозможно сделать идеальным для свечи;
- можно использовать вариант заплавки, а затем высверливания и нарезания нужной резьбы, но также невозможно сохранить необходимую высоту установки свечи;
- если речь идет о датчике, его также просто заплавляют и не используют в дальнейшем, ведь иначе придется выполнить невероятно сложные работы по восстановлению места установки;
- при трещине в самом корпусе снаружи можно быть уверенным в том, что трещина есть и внутри, поэтому варить ее можно только в некоторых ситуациях, о которых знает специалист;
- непрофессиональная сварка аргоном принесет большие проблемы, в таком случае лучше не выполнять никаких работ с поломанным блоком цилиндров, а просто купить новый.

Сварка аргоновой смесью происходит с помощью вольфрамового электрода, который нагревается до температуры порядка 4000 градусов при максимальном режиме
Это требует не только повышенной осторожности, но и достаточно высокого профессионализма. Достаточно поставит электрод не в ту точку, и он просто сделает еще одну дырку вместо сварки необходимых элементов вашего двигателя
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
- Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
Можно ли устранить трещины в ГБЦ самому?
Здравствуйте! Трещины в блоке двигателя – это, конечно, весьма печально, и образоваться такая неполадка может абсолютно в любой момент!
Такого рода неисправности желательно сразу же диагностировать и устранять, не откладывая. Трещины хорошо устраняются сваркой. Поэтому, хочу спросить, возможно ли сварить трещины в ГБЦ? Насколько сильно должны быть выражены неисправности? Есть ли какие-нибудь правила при сварке?
Заделывать трещины с помощью сварки можно только условиях: 1. Размеры трещин. Исправляются, конечно же, только небольшие трещины. Крупные встречаются, как правило, редко. И обычно деталь непригодна для ремонта и дальнейшей эксплуатации 2. Не поддаются трещины сварке в зеркалах цилиндров, клапанных гнездах, а также на стыках блока и ГБЦ.
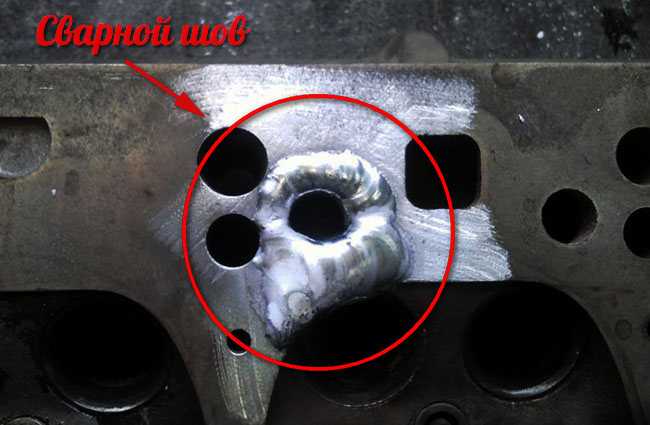
Трещины в ГБЦ поддаются электросварке. Концы трещины засверливаются и шлифуются. Делается это для того, чтобы избежать ее дальнейшего роста. Далее с помощью электросварочного прибора накладываем в углубление сварной шов.
Ремонт трещин головки блока цилиндров
Существуют разные способы ремонта ГБЦ и каждый из них имеет свои плюсы и минусы.
Наиболее качественным и эффективным считается сварка трещин. Для ремонта используется специальный материал, который по своему составу близок к составу ГБЦ, способен выдерживать высокую температуру и обладает стойкостью к расширению во время нагрева и охлаждения. Сварка трещины в головке блока производится после тщательной подготовки места повреждения. Оно зачищается и углубляется для того, чтобы шов имел больший контакт сцепления с телом блока. Канавку расширяют до 6-8 мм в глубину и в ширину. После этого ГБЦ нагревают 200-250 °C, это необходимо для того, чтобы снизить напряжения в металле, а также избежать растрескивания шва при остывании и повторном нагреве. Сварка производится либо с использованием газовой горелки, либо при помощи аргонно-дуговой сварки. По завершению работ шов следует зачистить, а также произвести фрезеровку и полировку. После место ремонта снова подвергается проверке и по его результатам головка либо устанавливается на место, либо подвергается повторному ремонту.
Преимущество такого ремонта в его надежности, шов получается очень прочным, а новые трещины больше не возникают. Недостаток данного способа ремонта в том, что сварка есть не у всех, к тому же такой ремонт будет стоить намного дороже по сравнению с альтернативными.
Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
Первый вариант предусматривает обработку места повреждения, углубления трещины для лучшего контакта после чего на трещину наносится слой холодной сварки. После остывания место обрабатывается напильником, болгаркой или специальными насадками на дрель.
Установка штифтов. Принцип ремонта данным способом заключается в рассверливании места трещины и установки по всей ее длине медных штифтов. Каждый последующий штифт должен идти внахлест предыдущего таким образом, чтобы перекрыть стык полностью. После кончики подрезаются, но не до конца, торчащие остатки медных штифтов расклепываются молотком, образуя сплошной шов. При необходимости улучшить эффект можно при помощи эпоксидки или холодной сварки.
Плюсы такого ремонта в бюджетности и простоте выполнения. Заклеить трещину в ГБЦ холодной сваркой может каждый, для этого не нужно иметь какого-то спец. оборудования или навыков. Недостатки двух последних способов в том, что шов получается не таким прочным, как в случае со сваркой.
Четыре надежных способа ремонта трещины ГБЦ
Электрическая или газовая сварка.
- Для начала по краям трещины сверлятся отверстия, далее саму трещину незначительно углубляют и расширяют. Делается это для улучшенного сцепления сварного шва с металлом головки блока.
- Также предварительно нужно саму головку блока прогреть до температуры (600 – 700С).
- Далее, используя медно-чугунный присадочный материал и флюс, наносится аккуратный шов на место дефекта. Отметим, что сварочный шов должен подниматься над поверхностью головки где-то на 1 – 1,5 миллиметра.
- После завершения сварочных работ головка блока должна медленно остыть в термическом шкафу. В некоторых случаях сварку проводят без предварительного подогрева, но тогда лучше пользоваться электросваркой на постоянном токе.
Еще один вариант – установка заплатки на место трещины. Для проведения такого ремонта лучше использовать электросварку медными электродами обернутыми жестью. После выполнения таких работ сварочный шов нужно обязательно зачистить и покрыть эпоксидной пастой.
Использование эпоксидной смолы.
- Трещина и поверхность, находящаяся в непосредственной близости от нее, тщательно зачищается, желательно до блеска.
- Далее, опять-таки, сверлятся отверстия по краям трещины (диаметр 3 – 5мм.). В них нарезается резьба и закручиваются алюминиевые или медные заглушки (заподлицо).
- После этого саму трещину нужно обработать на глубину ¾ от толщины стенки и под углом 70 – 90 градусов.
- На поверхность трещины обязательно наносятся насечки, делается это для придания ей определенной шероховатости.
- После этого остается качественно обезжирить всю поверхность и нанести слой эпоксидной пасты. Саму пасту (смолу) нужно наносить шпателем где-то в три слоя.
Толщина каждого наносимого слоя – 2 мм. Затвердевание наносимых слоев происходит в течение суток. Если поверхность головки подвергать интенсивной сушке или подогреву, то смола застынет уже через три – четыре часа. В завершении нанесенный слой эпоксидной смолы нужно отшлифовать болгаркой или обычным напильником.
Эпоксидная смола (паста) и стеклоткань.
- Подготовительные работы данного способа аналогичны предыдущему пункту.
- Да и принцип нанесения пасты также похож, но в данном случае после нанесения каждого слоя смолы устанавливается заплатка из стеклоткани, которая обязательно прокатывается роликом.
- Стоит учитывать, что от края заплатки до крайней точки трещины должно быть не менее 20
миллиметров.Всего можно накладывать от двух до восьми таких слоев. Завершающий слой обязательно покрывается смолой и подвергается зачистке болгаркой или стандартным плоским напильником.
Использование штифтов.
- На краях трещины сверлятся отверстия диаметром 4 – 5 миллиметров.
- Далее на протяжении всей трещины сверлятся еще отверстия, шаг между ними должен быть в пределах 7 – 8 миллиметров.
- Во всех отверстиях нарезается резьба.
- Далее в подготовленные отверстия вкручиваются медные стержни, верхушки которых обязательно подрезаются, но не полностью, а так, чтобы сверху остались кончики на высоте 1,5 – 2 мм.
- Следующий шаг – на протяжении трещины сверлятся новые отверстия так, чтобы они обязательно перекрывали уже имеющиеся отверстия.
В итоге у вас должен получиться сплошная полоса из прутков. Последний шаг – расчеканить молотком медные верхушки стержней, таким образом вы образуете сплошной медный шов. Для пущей надежности готовый шов покрывают эпоксидной смолой.
https://youtube.com/watch?v=p3-R1z45n2E
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.

Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.