Центровка агрегата
Как известно, задача центровки — установить оси валов так, чтобы они составляли одну прямую линию. Понятие «ось» само по себе идеально, а в жизни приходится иметь дело с реальными предметами (деталями машин), у которых всегда есть погрешности изготовления. Поэтому, чтобы избежать возникновения нагрузок от несоосно вращающихся валов, применяют компенсирующие соединительные муфты. Они способны передавать крутящий момент от привода рабочему органу с некоторой расцентровкой валов, компенсируя возникающие нагрузки своими упругими элементами. Допуски на центровку валов агрегатов задаются в зависимости от типа соединительной муфты и рабочей скорости вращения роторов агрегата. Измерительной базой для контроля соосности валов служат поверхности самих полумуфт.
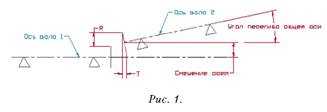
Напомним что, нормативной документацией предъявляются требования к радиальной и торцевой расцентровке. Радиальной расцентровкой называют взаимное смещение осей, а торцевая расцентровка определяет угол перегиба общей оси валов агрегата. В общем случае присутствуют обе составляющие, расположенные в горизонтальной и вертикальной плоскостях.
 В большинстве машин, работающих в теплоэнергетике, применяются муфты упругие втулочно-пальцевые (МУВП). Для машин большой мощности применяют компенсирующие зубчатые муфты (МЗ). Допустимую радиальную расцентровку R контролируют по взаимному смещению цилиндрических поверхностей полумуфт, а торцевую — T — по разнице раскрытия торцов в вертикальной и горизонтальной плоскостях. Для МЗ допускается R = 0,05 мм и T = 0,04 мм. Для МУВП, работающей с синхронной частотой 1500 об./мин, R = 0,12 мм и T = 0,12 мм, а для частоты 3000 об./мин R = 0,05 мм и T = 0,05 мм.
В большинстве машин, работающих в теплоэнергетике, применяются муфты упругие втулочно-пальцевые (МУВП). Для машин большой мощности применяют компенсирующие зубчатые муфты (МЗ). Допустимую радиальную расцентровку R контролируют по взаимному смещению цилиндрических поверхностей полумуфт, а торцевую — T — по разнице раскрытия торцов в вертикальной и горизонтальной плоскостях. Для МЗ допускается R = 0,05 мм и T = 0,04 мм. Для МУВП, работающей с синхронной частотой 1500 об./мин, R = 0,12 мм и T = 0,12 мм, а для частоты 3000 об./мин R = 0,05 мм и T = 0,05 мм.
Автоколебания ротора в подшипниках скольжения
Автоколебания ротора в подшипниках возникают в узлах вращения с большими флуктуациями сил трения, сравнимыми со статической нагрузкой на подшипник, и при увеличенных зазорах в подшипнике. Как правило, такая ситуация складывается в роторах с высокими скоростями вращения и мало нагруженными подшипниками скольжения, особенно при появлении дополнительных пульсирующих моментов, в том числе и периодических. Автоколебания роторов на докритических частотах вращения в подшипниках с масляными ваннами чаще всего происходят на частоте в одну вторую от частоты вращения ротора, автоколебания роторов на закритических частотах вращения (с неразрывным масляным слоем) – на частоте чуть меньше половины оборотной частоты и/или на частоте резонанса ротора в подшипниках. Исключение составляют насосные агрегаты, где в формировании автоколебаний участвуют и гидродинамические силы в потоке перекачиваемой жидкости, поэтому частота автоколебаний может быть существенно ниже.
В основную совокупность причин автоколебаний (при отсутствии ошибок в конструктивном исполнении агрегата) следует внести:
- перераспределение статической нагрузки на опоры вращения агрегата из-за расцентровки опор вращения,
- динамические перемещения оси вращения вала с принудительным изменением толщины смазочного слоя (или точки формирования масляного клина) из-за динамической расцентровки валов, неуравновешенности ротора, и других сил,
- повышенная турбулентность потока смазки из-за изменений ее вязкости, загрязнения смазки, неровностей поверхностей трения в зоне нагружения, и других причин,
Соответственно, начинать работы по устранению автоколебаний роторов в эксплуатируемых агрегатах рекомендуется с устранения статической и динамической расцентровок валов, в том числе с ремонтом или заменой соединительных муфт и последующей балансировкой ротора на месте. Если центровкой и последующей балансировкой автоколебания не убрать, можно рекомендовать контроль параметров смазки и каналов ее подачи в подшипники с наиболее характерными признаками автоколебаний. Если и эти работы не дают результата, рекомендуется проводить регламентные работы по восстановлению величины и равномерности зазора в соответствующем подшипнике, в зоне его нагружения, в том числе с заменой вкладышей.
Пошаговая инструкция центровки пары электродвигатель – насос
Пошаговая инструкция показывает, как сделать центровку насоса с электродвигателем своими руками, с помощью одного часового индикатора. Прибор типа ИЧ широко распространен, и найти его особого труда не составит. Первым шагом инструкции по центровке будет установка индикатора. Методика работы такова:
- Собирается устройство с магнитным держателем индикатора.
- Готовое приспособление устанавливается на вал насоса.
- На выносной конец стержня крепится индикатор и его щуп упирается в вал мотора.
- Снимаются показания индикатора.
- Проводятся аналогичные операции при установке устройства на вал мотора.
В состав приспособления входят:
- магнитный держатель;
- вертикальная стойка;
- хомут крепления для горизонтального стержня;
- горизонтальный стержень;
- поворотное устройство;
- хомут крепления для индикатора;
- индикатор типа ИЧ.
Следующим шагом инструкции станет проведение измерений и регулировки. Процесс центровки пары «мотор-насос» часовым индикатором аналогичен процессу с использованием проволок или скоб: делают 4 замера и 4 регулировки, в 4-х точках. Хорошим результатом будет разница в показаниях на 0,06 мм между собой. Последним, 5-м замером считается новый замер в первоначальной точке. Если в показаниях первого измерения и показаниях пятого измерения получилась разница больше требуемой величины, то измерения и регулировки проводят повторно.
Приведенная методика показывает, как центровать насос с электродвигателем с помощью одного индикатора. В технике существует практика более точного и более быстрого способа, когда центровка валов и электродвигателя проводится с помощью измерительного комплекта. В комплект входят специальные крепления и два индикатора.
Применение двух индикаторов позволяет измерить одновременно горизонтальную и вертикальную несоосности.
На фото, индикатор, расположенный вертикально, измеряет горизонтальную несоосность, а расположенный горизонтально – угловую.
Как центрировать агрегаты?
Перед измерениями проверяется затяжка анкеров и корпусов подшипников. Ослабление крепления, наличие трещин в раме, дефекты фундамента, неравномерная осадка пола являются причинами нарушения центровки при работе механизмов.
Приспособления устанавливаются на полумуфты, затем замеряется расцентровка:
- радиальная в вертикальной плоскости;
- радиальная в горизонтальной плоскости;
- торцевая в вертикальной плоскости;
- торцевая в горизонтальной плоскости.
По результатам измерений производится корректировка положения осей валов. Для этого опоры перемещают по вертикали с помощью прокладок, а по горизонтали болтами, расположенными на раме. Центровочную скобу устанавливают в положение большего значения параметра расцентровки, после чего опоры перемещают на величину фактической расцентровки.
Центровка валов производится поочередно в горизонтальной и вертикальной плоскостях. После окончания процесса перемещения и фиксации опор измерения производят повторно. Если это необходимо, их корректируют снова.
Средства центровки
Современные средства геометрических измерений с высокой точностью реализуются, в основном, на основе лазерных излучателей и приемников. Не являются исключением и средства линейных измерений, используемых в аппаратуре для центровки и выверки валов.
Основой аппаратуры для лазерной центровки (рис.13.6) является измерительный блок (лазерная головка), включающий в себя лазер, матричный приемник лазерного излучения, уровнемер (инклиномер) и приспособления для предварительной настройки – мишень и регулировочные винты для корректировки направления лазерного пучка (рис.13.7). На валы агрегата встречно устанавливаются два измерителя с помощью специальных устройств крепления, позволяющих изменять их высоту. Приемник и инклиномер имеют электронные выходы, выходные сигналы передаются, как правило, в цифровом виде, а, во многих случаях по беспроводной линии связи, в прибор для их обработки (расчета величин несоосностей и требуемых перемещений опор подвижной машины).

Рис. 13.6. Комплект аппаратуры для центровки валов на месте эксплуатации агрегатов.
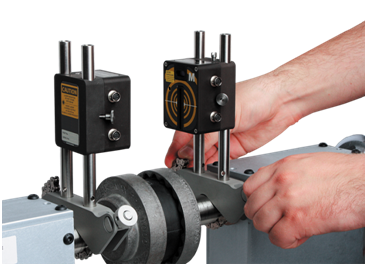
Рис.13.7. Измерительные блоки (лазерные головки), устанавливаемые на валы центрируемых машин с помощью призматического крепления, закрепляемого цепью.
Рис.13.8. Прибор для обработки данных с измерителя, проведения расчетов с определением параметров расцентровки и требуемых действий по перемещению подвижной машины, а также отображения всей необходимой информации.
Приведенной аппаратуры вполне достаточно для поддержания соосности эксплуатируемых агрегатов. Расширенные аппаратно-программные комплексы нужны специалистам, осуществляющим первичный и послеремонтный монтаж сложного многовального оборудования. Для такого расширения могут потребоваться устройства крепления измерительных блоков на плоскую поверхность (магниты и треноги), призма для поворота луча лазера строго на 90 угловых градуса, разворачиваемая на строго определенный угол лазерная головка, и другие вспомогательные устройства. Широкую номенклатуру таких устройств выпускают предприятия, специализирующиеся на выверке оборудования.
| 13 |
Приборы для центровки
Произвести самые простые измерения при проверке центровки валов можно с помощью складного метра и металлической линейки. Для правильных измерений необходимо более точное приспособление для центровки валов: скоба с отсчетным устройством, пластинчатый щуп, микрометр, штангенциркуль.
- Штангенциркуль – прибор для измерения диаметров (наружных и внутренних) и длины деталей до 4000 мм. Отдельные типы позволяют определять глубины, расстояния до внутренних и наружных уступов, производить разметку. Уровень точности составляет от 0,01 мм до 0,1 мм. Приборы могут быть механическими и цифровыми – с выводом измеренных значений на дисплей. Измерения производят с ослаблением крепления штанги, после чего передвигают измерительную наружную губку, пока вал слегка не зажмется с двух сторон. Затем винтом микрометрической подачи подводится рамка с нониусом и закрепляется зажимом. Целые миллиметры отсчитываются по делениям на штанге, а доли – по нониусу.
- Микрометр – прибор для измерения наружных диаметров и длины деталей до 2000 мм с точностью от ±0,001 мм до 0,01 мм. При проведении измерений деталь зажимается мерительными поверхностями прибора путем вращения микрометрического винта с трещоткой, пока последняя не начнет проскальзывать.
- Скобы с отсчетным устройством служат для измерения внешних диаметров и длины деталей до 1000 мм. Прибор для центровки валов крепится на переставную пятку, а на подвижной находится индикатор с делениями. Измерения можно производить с точностью от ±0,002 до 0,01 мм.
- Пластинчатый щуп – набор калиброванных пластин для измерения зазоров между торцами полумуфт центрируемых валов. Его можно применять как индикатор зазора между штифтом центровочной скобы и корпусом полумуфты. Пластины щупа вставляют в зазор с небольшим трением, которое поддерживается приблизительно одинаковым при каждом измерении.
- Уровень – прибор для проверки горизонтальности плит фундамента и рам агрегатов с приводами, а также для выверки линий валов электроприводов и механизмов. Применяют рамное устройство типа «Геологоразведка», где угол наклона определяется перемещением микрометрического винта, пока воздушный пузырек в ампуле с жидкостью не достигнет нулевого положения.

Монтаж машин малой и средней мощности.
Машины небольшой мощности соединяются с приводным механизмом с помощью муфт различного типа и зубчатых, ременных или фрикционных передач. На рис. показаны наиболее часто встречающиеся типы муфт.
При соединении с помощью муфт на концы валов соединяемых машин предварительно насаживают полумуфты, проверив перед этим цилиндричность и соответствие наружного диаметра конца вала машины и внутреннего диаметра полумуфты с помощью измерительных скоб и нутромеров. Величина натяга при посадке указывается на чертеже, а сама посадка осуществляется в горячем состоянии. При установке валы сочленяемых машин могут иметь радиальное и угловое смещение, как показано на рис, что приводит к соответствующему смещению полумуфт.
 Соединение валов с помощью муфт:
Соединение валов с помощью муфт:
а — жесткой поперечно-свертной; б — зубчатой; в — полужесткой зубчато-пружинной: г — упругой втулочно-пальцевой; 1 и 2 — полумуфты; 3 — точеный болт; 4— шпонка; 5 и 7— ступицы; 6 — зубчатый венец; 8 — ленточная пружиня; 9 — зубья; 10— кожух; 11 — палец- болт; 12 — кожаная шайба; 13 — разрезное
кольцо
 Скоба с отсчетным устройством (я) и определение посадочных размеров конца вала (б):
Скоба с отсчетным устройством (я) и определение посадочных размеров конца вала (б):
I и 5 — подвижная и переставная пятки; 2 — отсчетное устройство; 3 — корпус; 4 — теплоизоляционная накладка; 6 — места измерений Микрометрический нутромер (о) и определение им внутреннего диаметра полумуфты (б).
Микрометрический нутромер (о) и определение им внутреннего диаметра полумуфты (б).
1 — измерительный наконечник: 2— удлинитель; 3 — трубка; 4 — микрометрическая головка; 5 — полумуфта; 6 — нутромер Смещение валов: а — боковое (радиальное); б — угловое (осевое); / и 2 — валы
Смещение валов: а — боковое (радиальное); б — угловое (осевое); / и 2 — валы
 Взаимное положение валов машин, соединяемых с помощью полумуфт:
Взаимное положение валов машин, соединяемых с помощью полумуфт:
1 — валы расположены на одной прямой и их оси совпадают; /1 — оси валов параллельны; Ш — центры валов совпадают, а их оси расположены пол углом; /К— центры валов сдвинуты, а их оси расположены под углом Центровка валов с помощью радиально-осевых скоб:
1 и 6 — внутренняя и наружная скобы; 2 и 3 — полумуфты; 4 и 7— болты; 5 — хомут
Если соединить полумуфты при таком взаимном положении то при работе агрегата возникнут повышенные вибрации, которые могут привести к быстрому износу подшипников, муфт и болтовых соединений. Поэтому сочленяемые машины должны быть установлены таким образом, чтобы торцевые поверхности полумуфт были параллельны, а оси валов соединяемой машины и механизма находились на одной линии.
Для этого проводят центровку валов с помощью центровочных скоб различной конструкции. Некоторые из них показаны на рис. Контроль точности центровки осуществляется по величине радиальных а и осевых b зазоров в четырех точках, равномерно расположенных по окружности муфты, при совместном повороте соединяемых валов на угол 0. 90, 180 и 270е. При удовлетворительных отклонениях (каждый тип муфт имеет свои допустимые отклонения в радиальных и осевых зазорах), окончательно закрепляют машину на фундаменте и после повторной проверки центровки валов соединяют полумуфты между собой. Приспособления для центровки валов:
Приспособления для центровки валов:
а — с ленточным прижимом; б — с электромагнитным прижимом: 1 и 6 — пол у муфты; 2 и 3 — индикаторы; 4 — держатель; 5 — измерительный стержень: 7— натяжное устройство; 8 — стальная лента; 9 — электромагнит
Центровка валов cпособом «обхода одной точкой»:
При использовании цепной или ременной передачи необходимо совместить средние линии звездочек или шкивов, установленных на ведомом и ведущем валах, и обеспечить натяжение цепи или ремня.
Средние линии звездочек и шкивов обычно совмещают с помощью натянутой параллельно им струны с использованием обычного измерительного инструмента. Для обеспечения требуемого натяжения машина должна иметь возможность перемещения в плоскости. образованной осями вращения соединяемых машин. В некоторых случаях для создания натяжения используются специальные натяжные ролики. При использовании цилиндрической зубчатой передачи необходимо обеспечить параллельность валов соединяемых машин и одинаковый зазор между зубьями сопрягаемых шестерен по всей длине зуба. Допуск на несоосность валов в этом случае обычно не превышает 0,5е. Контроль несоосности проводится с помощью индикаторов. После закрепления электрической машины на фундаменте ее корпус заземляется.
Допуски на центровку
Проверенные после центровки скобами длиной 250-300мм. величины боковых и угловых зазоров при совместном повороте обоих роторов на 0, 90, 180 и 270 градусов (или 0, 120, 240 градусов) не должны отличаться более чем на 0,03 мм. При другой длине скоб допуски на угловые зазоры долдны быть изменены пропорционально длине скоб (соответственно в большую или меньшую сторону).
При центровке по полумуфтам для одних тех же положений вала боковые и угловые зазоры для муфт диаметром 400 — 500 мм. не должны отличаться более чем на 0,05 мм.
Величина допустимого биения конца вала обычно указывается изготовителем и зависит от быстроходности машин.
Окончательная установка линии валов. При монтаже средних крупных электрических машин, вертикальное и горизонтальное перемещение ротора в небольших пределах (во избежание нарушения необходимого прилегание шеек вала в обоих нижних подшипниках) производят соответствующим перемещением стоек подшипников. Следует учесть, что при установленном статоре такое перемещение стоек вместе с самим ротором требует соответствующего перемещения и самих статоров, так как в противном случае нарушатся зазоры между статором и ротором.
Правильное положение ротора достигается перемещением фундаментной плиты. После нескольких перемещений фундаментной плиты и стоек подшипников под ними может оказаться большое количество временных прокладок которые следует поочередно заменить постоянными, изготовленными под соответствующие размеры. Устанавливать их следует достаточно плотно, но без ослабления других прокладок, что проверяют щупом или простукиванием. Затем проверяют затяжку анкерных болтов, болтов, крепящих стойки и центровку, после чего приваривают коротким швом гайки анкерных болтов к плите, закрепляют болтами жесткие полумуфты, а также окончательно проверяют центровку и зазору между статором и ротором.
Необходимо также убедиться в том, что при вращении ротор не задевает щитов статора. Для этого у средних и крупных электрических машин производят пробную установку щитов статора. При наличии задеваний несколько уменьшают разбег ротора путем передвигания подшипников в осевом направлении. После этого устанавливают контрольные конические штифты в стойки подшипников и лапы статора. Сначала устанавливают неизолированные штифты, а затем — изолированные.
Регулирование механизмов Т-170 Б-10 центрирование дизеля
Регулирование механизмов Т-170 Б-10 центрирование дизеля
Проверять центрирование дизеля необходимо при замене коробки передач, гидротрансформатора (муфты сцепления) или при повышенной вибрации дизеля.
При установке дизеля на лонжероны трактора для его центрирования необходимо:
Рис. 8.1. Установка, центрирование дизеля трактора с гидромеханической трансмиссией:
1 – дизель ; 2 – гидротрансформатор; 3 – болты; 4 – прокладка ; 5 – планка; А – зазор между прилегающими плоскостями передней опоры и кожуха шестерен распределения от 1 до 4 мм; С, D – размеры (разность размеров C и D от 3 до 5 мм)
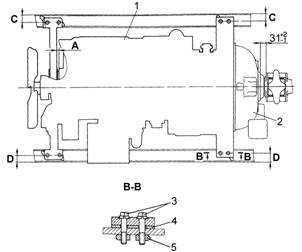
На тракторе с гидромеханической трансмиссией (рис. 21) проверить:
– размер 31
– зазор между прилегающими плоскостями передней опоры и кожуха шестерен распределения А (от 1 до 4 мм);
– разность размеров С и D (от 3 до 5 мм).
Если хотя бы один из размеров не соответствует и несоответствие не удается устранить установкой или снятием регулировочных прокладок, необходимо снять дизель с трактора и заварить отверстия под болты в лонжеронах.
Закрепить в этом положении дизель на лонжеронах струбцинами и просверлить восемь отверстий в лонжеронах под болты крепления дизеля.
Развернуть отверстия под призонные болты в опорах дизеля совместно с отверстиями в лонжеронах.
Закрепить дизель восемью болтами.
На тракторе с механической трансмиссией (рис. 22, 23) проверить:
– размер 31
– зазор между прилегающими плоскостями передней опоры и кожуха шестерен распределения А (от 1 до 4 мм);
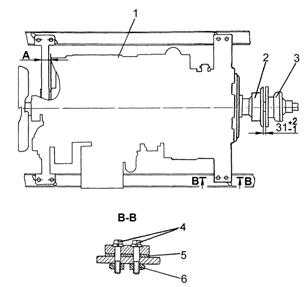
Рис. 8.2. Установка, центрирование дизеля трактора с механической трансмиссией:
1 – дизель; 2 – муфта включения; 3 – муфта соединительная; 4 – болты; 5 – прокладка; 6 – планка; А – зазор между прилегающими плоскостями передней опоры и кожуха шестерен распределения от 1 до 4 мм
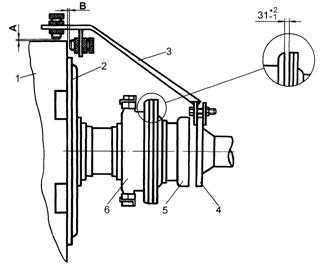
– соосность коленчатого вала дизеля и верхнего вала коробки передач (рис. 23) (смещение осей не более 0,3 мм, перекос не более 0,7 мм)
Выставить болтами размеры А и В в верхней точке маховика от 1 до 1,5 мм, сделать метку и, проворачивая маховик и фланец с приспособлением, замерить размеры А и В в последующих трех положениях, через каждые 90°. Разность замеров в четырех диаметрально расположенных точках размера А допускается не более 0,6 мм, размера В – не более 0,7 мм. Регулировать прокладками, установленными под опоры дизеля. Максимальная толщина набора прокладок под каждой опорой дизеля не более 18 мм. При установке набора прокладок толщиной более 10 мм – использовать толстые прокладки с приваркой нижних к лонжеронам.
Рис. 8.3. Схема центрирования дизеля трактора с механической трансмиссией:
1 – маховик; 2 – муфта сцепления; 3 – приспособление; 4 – фланец вала КП; 5 – муфта соединительная; 6 – муфта включения; А – размер для определения смещения осей: разность замеров размера А не более 0,6 мм; В – размер для определения перекоса осей: разность замеров размера В не более 0,7 мм
Если хотя бы один из размеров не соответствует и несоответствие не удается устранить установкой или снятием регулировочных прокладок, необходимо снять дизель с трактора и заварить отверстия под болты в лонжеронах.
Установить двигатель вновь на лонжероны. Установкой прокладок под опоры дизеля выставить зазор между прилегающими плоскостями передней опоры и кожуха шестерен распределения А (от 1 до 4 мм); размер 31
А,В
Закрепить в этом положении дизель на лонжеронах струбцинами и просверлить восемь отверстий в лонжеронах под болты крепления дизеля.
Развернуть отверстия под призонные болты в опорах дизеля совместно с отверстиями в лонжеронах.