Как залить
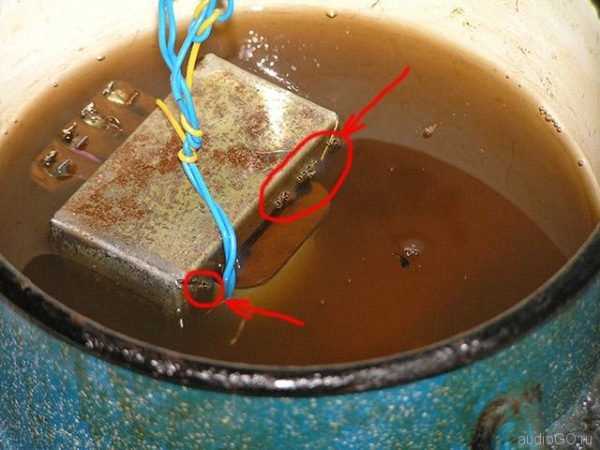
Трансформатор готовят к обработке, как и в случае с парафином. Чтобы пропитка прошла успешно, выбирают емкость большой вместительности. Трансформатор должен погружаться в нее полностью и заливаться составом с верхом. Далее емкость чаще всего приходится выбрасывать. По этой причине в домашних условиях удобно использовать пятилитровую пластиковую бутылку, у которой обрезается верх.

Далее пропитка выполняется в следующей последовательности:
- положить трансформатор в емкость;
- залить лаком полностью, состав может покрывать устройство на 1-2 см выше верней части, можно просто облить со всех сторон два или три раза;
- трансформатор достают из емкости и дают лаку слиться, полностью на эту процедуру требуется минимум пять минут;
- остатки лака можно будет использовать повторно;
- трансформатор подвешивают на проволоку и оставляют просушиваться, в зависимости от условий эта процедура составит разную продолжительность, если пропитка выполняется в закрытом помещении и проводится при комнатной температуре, будет достаточно выделить на просушку сутки, если пропитка выполняется на улице, потребуется до трех суток.
После этого необходимо выполнения тестирование аппаратуры.
При помощи вакуумной камеры
Использование вакуумной камеры позволяет улучшить качество пропитки трансформаторов. В такой ситуации трансформатор погружают в емкость и после заливки герметично её закрывают. Следующим шагом становится откачка из емкости воздуха. Он пузырьками выходит из пустот и собирается на поверхности.
После откачки и поднятия всех пузырьков на поверхность, в емкость принудительно закачивается воздух. Такая процедура обеспечивает заполнение лаком всех пустот. Это происходит за счет действия атмосферного давления.
Вакуумная пропитка требует обязательного наличия в домашней мастерской специального оборудования. Важнейшим становится создающий разрежение вакуумный насос. Устройство можно выполнить самостоятельно, проводят откачку и обратное наполнение емкость воздухом с помощью купленного в аптеке шприца с резиновым поршнем. Возможно использование и шприца с пластмассовым поршнем, но его КПД будет ниже.
https://youtube.com/watch?v=iM9I2XsNwHs
Соединение емкости с трансформатором с штуцером или шприцем проводится с помощью герметичного закрытия крышкой, в которой просверливаются отверстия для присоединения откачивающего или накачивающего устройства.
В домашних условиях определить уровень создания в емкости, в которой находится залитый трансформатор, поможет состояние крышки. После создания вакуума, она должна втянуться внутрь. Поршень шприца для обеспечивания успешного использования предварительно смазывается парафином, политолом или маслом.
Успех процедуры возможен только в случае, когда выбранный для проведения пропитки лак не является слишком густым. Полная пропитка возможна только в ситуации, когда после нескольких переворачиваний банки с трансформатором и откачки воздуха шприцем, пузырьки прекратили выходить полностью. Расстояние между крышкой и поверхностью лака должно быть больше 15 мм. Полное исчезновение пузырьков показывает, что лак заполнит все пустоты.
После завершения процедуры через минимум 5 минут пропитки, трансформатор просушивают от 1 до 3 дней в зависимости влажности и температуры.
Предназначение
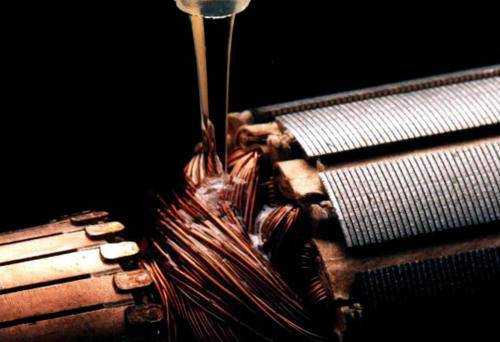
- Пропиточные. Применяются как соединительное средство витков обмотки между собой, в том числе и для уменьшения пористости в изоляции обмоток. Раствор, проникая в поры, заполняет пространство, тем самым придавая элементам влагоотталкивающие свойства. Повышается электроизоляционная прочность, улучшается электропроводимость.
- Покровные. Применяются как дополнительное защитное покрытие на уже пропитанных влагостойких или маслостойких поверхностях. Растворы такого характера еще используются для изоляции листов электротехнической стали в магнитопроводах.
- Клеящие. Из названия группы становится понятным основное назначение веществ – склеивание между собой отдельных электроизоляционных элементов, например, листочков слюды, керамики, пластмасс и так далее. Одна из важных характеристик – высокие адгезивные свойства раствора.
Классификация электроизоляционных лаков включает распределение не только по назначению, но и по другим параметрам:
- по способу просушки: холодная (в естественных условиях) и горячая (под действием высоких температур – более 100 градусов Цельсия);
- по основе: смоляные, масляные, масляно-битумные, эфироцеллюлозные.
Для чего нужна пропитка
Использование трансформаторного лака улучшает эксплуатационные характеристики. Его использование делает устройство тихим в работе даже в условиях перегрузки. В большинстве случаев выполнение пропитки на начальном этапе осуществляется еще на стадии промышленного производства в заводских условиях. Использование специализированных лаковых составов:
- увеличивает электродинамическую стойкость при КЗ;
- сокращению негативного влияния контрольных толчков и нагрузок;
- устраняет последствия частых включений.
Итогом становится повышение электродинамичной стойкости. Нанесение защиты снижает негативный контакт с влагой и пылью, скрепляет витки.

Обмоточные провода. Виды и маркировка. Изоляция и применение
Обмоточные провода служат для производства обмоток трансформаторов, электродвигателей, электромагнитных реле и многих других механизмов.
Провод обмоточный в отличие от других типов проводников имеет в качестве основного параметра диаметр токопроводящей жилы, а не ее сечение. Существует очень тонкий провод для обмоток, и имеющий ничтожный слой изоляции. Тончайшие обмоточные проводники изготавливают по специальной технологии производства для особо тонких проводников и материалов электрической изоляции.
Длительное время обмоточные провода делались исключительно медными. Сегодня для них часто используют алюминий и другие сплавы, обладающие значительным сопротивлением. Алюминий позволяет экономить дорогостоящую и дефицитную медь.
Материал изоляции
Провод обмоточный изготавливается со следующими видами изоляции:
- Волокнистая.
- Эмаль.
- Комбинированная.
Волокнистая
Провода, имеющие волокнистую изоляцию, имеют повышенную механическую прочностью. Толщина волокнистой изоляции довольно большая, и может достигать до 0,4 мм на сторону. Химическая стойкость и влагостойкость таких проводов невысока.
Волокнистая изоляция проводов, использующихся для перемотки электрических двигателей и производства катушек масляных трансформаторов, может включать в себя бумагу, хлопчатобумажную ткань, стеклянные, а также асбестовые волокна, лавсан, шелк. Эти волокна и ткани накладываются в несколько слоев по подобию плетеного чулка.
§ 15-2. Методы пропитки
Для пропитки обмоток пользуются следующими методами:
- погружением в лак;
- на стендах с нижней подачей лака;
- струйным поливом;
- компаундированием;
- вакуумно-нагнетательным способом.
Выбирают метод пропитки в зависимости от типа лака и конструкции обмоток. Метод пропитки погружением. Этот метод является наиболее распространенным способом пропитки лаками, содержащими растворитель, как отдельных катушек, так и обмоток, уложенных в пазы сердечников. Для лучшего проникновения лака в обмотки, уложенные в пазы сердечников, последние перед погружением в лак нагреваются до температуры 60—70°. Перед пропиткой водноэмульсионным лаком ПФЛ-86 нагревать сердечники не следует во избежание распада эмульсии. Режим пропитки зависит от назначения электрической машины, конструкции обмоток и типа лака. Так, количество пропиток бывает от одной и более, а время выдержки обмотки в лаке колеблется от нескольких секунд до одного часа. Время выдержки обмоток в лаке при первой пропитке (15 мин — 1 ч) значительно больше, чем при последующих погружениях, так как при первом погружении происходит основное заполнение пор и воздушных прослоек в изоляции. При любой пропитке обмотка должна находиться в лаке до прекращения выделения пузырьков воздуха. Для лучшего проникновения лака в обмотку у погружаемых в бак с лаком изделий пазы сердечников должны быть расположены вертикально или под небольшим углом. Якорь электрической машины погружают в лак коллектором вверх. Во время пропитки обычно бывает сложно защищать концы валов, посадочные поверхности статоров и шайб якорей, поэтому сразу после пропитки лак с этих поверхностей удаляют, протирая посадочные поверхности хлопчатобумажными салфетками, смоченными в растворителе. В пропиточном отделении должен быть установлен жесткий контроль за составом и чистотой лака. Пропиточные ванны и котлы необходимо периодически очищать от остатков лака, а погружаемые в лак изделия перед пропиткой обязательно продувать чистым сжатым воздухом для удаления с них пыли и грязи. Ежедневно и после каждого разведения проверяют вязкость лака, а через два-три дня — содержание основы лака. При обычном методе пропитки на удаления растворителей в процессе сушки затрачивается значительное время — 10—12 ч. Для ускорения процесса пропитки и последующей за ним сушки за рубежом был разработан новый метод пропитки. Сущность этого метода заключается в том, что изделие, подлежащее пропитке, нагревают до температуры, несколько превышающей температуру кипения растворителя, а затем погружают на 10—20 сек в ванну с лаком, имеющим температуру цеха. У слоев лака, соприкасающихся с якорем, нагретым до температуры 160°, резко снижается вязкость, в результате чего лак лучше проникает в поры обмотки и при этом большая часть растворителя испаряется из обмотки. Время сушки после пропитки для удаления оставшегося растворителя сокращается таким образом до 1—2 ч. Метод пропитки погружением имеет ряд недостатков. Целью операции является пропитка изоляции обмоток и пазов сердечника, а в лак приходится погружать сердечник целиком. В результате этого увеличивается расход лака за счет покрытия им металлических деталей. К тому же этот лак приходится с посадочных поверхностей смывать вручную. На наружной поверхности статора образуется лаковая пленка, которую очень трудно смыть, при окраске по ней качество покрытия получается невысоким. После пропитки в течение 20—30 мин с изделий на поддоны стекает лак. Выделяемые в это время пары растворителей, а также испарения с поверхности лака пропиточных ванн приводят к загазованности пропиточно-сушильных отделений. При определенной концентрации паров растворителей пропиточное отделение становится взрыво- и пожароопасным и вредным для здоровья находящихся в нем работников. Исключение составляют пропиточные отделения с водноэмульсионными лаками.
Сушка индукционными потерями
Как и при сушке генераторов, для создания индукционных потерь в стали на статор электродвигателя наматывается временная намагничивающая обмотка (смотрите рисунок 1 в статье «Методы сушки синхронных генераторов и компенсаторов»). Ротор из машины вынимается. Основное достоинство этого способа состоит в том, что для сушки не требуется источник пониженного напряжения (для двигателей 380 – 500 В) или повышенного напряжения (для двигателей 6 кВ), так как число витков намагничивающей обмотки можно подобрать на имеющееся напряжение сети – 220 или 380 В.
Однако необходимость разбирать двигатель, выполнять расчет и намотку намагничивающей обмотки несколько усложняет и затрудняет сушку. Поэтому практически методом потерь в стали электродвигатели сушат в том случае, если нет возможности применить другие методы. При этом метод потерь в стали применяется главным образом для сушки крупных электродвигателей (свыше 100 кВт).
Расчет намагничивающей обмотки производится по методу, изложенному в статье «Методы сушки синхронных генераторов и компенсаторов».
Если двигатель имеет выносные подшипники, то сушка его может быть выполнена без разборки. В этом случае один из подшипников изолируется от фундаментной рамы и вал ротора используется в качестве намагничивающего витка.
Пример. Расчет витков для сушки электродвигателя типа ДАМСО-185-4, 680 кВт, 1480 об/мин, 6000 В.
Путем обмера устанавливаем геометрические размеры активной стали, приведенные на рисунке 3, в статье «Методы сушки синхронных генераторов и компенсаторов»:
l = 43 см; lкан = 1 см; nкан = 9 шт.; Dвнутр = 45 см; Dвнешн = 80 см; hзуб = 7,5 см.
Определяем осевую длину активной стали
lс = k × (l – nкан × hкан) ,
где k – коэффициент заполнения для лакированной стали, равный 0,93,
lс = 0,93 × (43 – 9 × 1) = 0,93 × 34 = 30,7 см;
высоту спинки статора
поперечное сечение спинки статора
Q = lс × hсп = 30,7 × 10 =307 см2 .
Принимая индукцию B = 1 Тл и напряжение сушки Uс = 220 В, определяем число витков намагничивающей обмотки
Для индукции B = 0,5 Тл и того же напряжения (установившийся режим) число витков
а F0 для индукции B = 1 Тл и динамной стали выбираем, как указано выше F0 = 5 А.
Диаметр активной стали, соответствующей середине спинки статора:
D0 = Dвнешн – hсп = 80 – 10 = 70 см .
Полная намагничивающая сила
F = π × D0 × F0 = 3,14 × 70 × 5 = 1100 А .
Ток намагничивания
Полная мощность, необходимая для сушки:
Сечение провода намагничивающей обмотки выбираем для тока
По справочнику находим, что сечение провода марки ПР должно быть равно 10 мм2.
Намагничивающую обмотку выполняем с 65 витками. Для ускорения прогрева двигателя на обмотке делаем отпайку от 32-го витка.
Все указания, приведенные в статье «Методы сушки синхронных генераторов и компенсаторов» по выполнению намагничивающей обмотки, по использованию вала ротора в качестве намагничивающего витка, сохраняются и для случая сушки электродвигателей.
Как залить
Трансформатор готовят к обработке, как и в случае с парафином. Чтобы пропитка прошла успешно, выбирают емкость большой вместительности. Трансформатор должен погружаться в нее полностью и заливаться составом с верхом. Далее емкость чаще всего приходится выбрасывать. По этой причине в домашних условиях удобно использовать пятилитровую пластиковую бутылку, у которой обрезается верх.
Далее пропитка выполняется в следующей последовательности:
- положить трансформатор в емкость;
- залить лаком полностью, состав может покрывать устройство на 1-2 см выше верней части, можно просто облить со всех сторон два или три раза;
- трансформатор достают из емкости и дают лаку слиться, полностью на эту процедуру требуется минимум пять минут;
- остатки лака можно будет использовать повторно;
- трансформатор подвешивают на проволоку и оставляют просушиваться, в зависимости от условий эта процедура составит разную продолжительность, если пропитка выполняется в закрытом помещении и проводится при комнатной температуре, будет достаточно выделить на просушку сутки, если пропитка выполняется на улице, потребуется до трех суток.
После этого необходимо выполнения тестирование аппаратуры.
При помощи вакуумной камеры
Использование вакуумной камеры позволяет улучшить качество пропитки трансформаторов. В такой ситуации трансформатор погружают в емкость и после заливки герметично её закрывают. Следующим шагом становится откачка из емкости воздуха. Он пузырьками выходит из пустот и собирается на поверхности.
После откачки и поднятия всех пузырьков на поверхность, в емкость принудительно закачивается воздух. Такая процедура обеспечивает заполнение лаком всех пустот. Это происходит за счет действия атмосферного давления.
Вакуумная пропитка требует обязательного наличия в домашней мастерской специального оборудования. Важнейшим становится создающий разрежение вакуумный насос. Устройство можно выполнить самостоятельно, проводят откачку и обратное наполнение емкость воздухом с помощью купленного в аптеке шприца с резиновым поршнем. Возможно использование и шприца с пластмассовым поршнем, но его КПД будет ниже.
Соединение емкости с трансформатором с штуцером или шприцем проводится с помощью герметичного закрытия крышкой, в которой просверливаются отверстия для присоединения откачивающего или накачивающего устройства.
В домашних условиях определить уровень создания в емкости, в которой находится залитый трансформатор, поможет состояние крышки. После создания вакуума, она должна втянуться внутрь. Поршень шприца для обеспечивания успешного использования предварительно смазывается парафином, политолом или маслом.
Успех процедуры возможен только в случае, когда выбранный для проведения пропитки лак не является слишком густым. Полная пропитка возможна только в ситуации, когда после нескольких переворачиваний банки с трансформатором и откачки воздуха шприцем, пузырьки прекратили выходить полностью. Расстояние между крышкой и поверхностью лака должно быть больше 15 мм. Полное исчезновение пузырьков показывает, что лак заполнит все пустоты.
После завершения процедуры через минимум 5 минут пропитки, трансформатор просушивают от 1 до 3 дней в зависимости влажности и температуры.
Как предупредить повреждение изоляции обмотки статора асинхронного электродвигателя
Если вы хотите «продлить век» двигателя, следует соблюдать все условия его транспортировки, хранения и эксплуатации. Агрегат не должен находиться в неотапливаемом помещении с повышенной влажностью длительное время, поэтому следите за тем, чтобы в месте его хранения была приемлемая температура и хорошая вентиляция.
При длительной остановке механизма во влажную погоду закройте задвижки воздушных каналов выходящего и поступающего воздуха. В сухую и теплую погоду оставьте все задвижки открытыми.
Обмотки двигателя загрязняются, если для его охлаждения используется недостаточно чистый воздух, вместе с которым внутрь попадают капли или пары разных жидкостей, сажа, металлическая и угольная пыль и т.д. Износ контактных колод и щеток также приводит к образованию и оседанию проводящей пыли. Чтобы этого избежать, нужно тщательно ухаживать за узлами, периодически проводить техосмотр и чистку, ремонтировать изоляцию по мере надобности и очищать охлаждающий воздух.
Сильное нагревание и естественное старение приводит к потере механической стойкости изоляции, она становится гигроскопичной и хрупкой. Вибрация, возникающая вследствие ослабления креплений лобовых и пазовых частей обмотки, также может стать причиной разрушения изоляции.
Состояние изоляции определяется по значению ее сопротивления. Если оно меньше положенного, то обмотку чистят и сушат. Этот процесс состоит из нескольких этапов:
- Разберите электродвигатель.
- С помощью деревянного скребка и смоченной в бензине или керосине чистой ветоши удалите грязь и пыль с доступной поверхности обмотки.
- В случае попадания морской воды на обмотку промойте ее пресной водой, чтобы соль не выделялась на поверхности.
- Если двигатель закрытый, перед сушкой разберите его. Защищенную модель можно сушить и в собранном, и в разобранном виде.
Двигатель сушится инфракрасными лучами или горячим воздухом. Во втором случае необходимо наличие сушильной камеры, печи или ящика, на которых установлен электрический или паровой нагреватель. В приспособлениях для сушки должны быть два отверстия – вверху (для выхода водяного пара и нагретого воздуха) и внизу (для входа холодного воздуха).
Чтобы в процессе сушки избежать вспучивания изоляции или механических повреждений, температуру агрегата повышают постепенно, до 120 градусов для изоляции класса А и до 150 градусов для изоляции класса В. Сначала сопротивление изоляции и температура обмотки измеряется с интервалом 15-20 минут, затем промежуток увеличивается до 1 часа. Достижение установившегося значения сопротивления означает конец сушки.
Если обмотка увлажнена слабо, возможна сушка за счет тепловой энергии самого двигателя. Самый удобный способ – сушка с помощью переменного тока. Включите обмотку статора на пониженное напряжение, затормозив ротор (следите за тем, чтобы фазная обмотка ротора была замкнута накоротко, а ток в обмотке статора не превышал номинального значения). При однофазном напряжении соедините фазные обмотки последовательно, при пониженном трехфазном напряжении не изменяйте схему соединения обмоток.
Еще один способ сушки – использование энергии потерь в корпусе двигателя и магнитопроводе. Выньте ротор и уложите временную намагничивающую обмотку на статор, не распределяя ее по всей окружности (она должна охватывать только корпус и магнитопровод).
Способы пропитки
Пропитка предполагает собой покрытие лаком всех элементов обмотки
При этом важно смазать им все поверхности. Выполняется пропитка с помощью нескольких технологий:
- Погружение статора в раствор. При этом деталь опускается только вертикально. Пропитка завершается лишь после того, как из смеси перестанут выходить пузыри воздуха.
- Обливание. Для этого статор также располагают вертикально и медленно наносят лак.
Что касается роторов, то они пропитываются только прокатыванием в специальных ваннах. После завершения этой операции все компоненты нужно расположить на поверхности, чтобы дать возможность стечь лишнему лаку. Остатки лака на механизме удаляют с помощью тряпки и бензина. Выполняют это только для тех мест, где этот состав не нужен.
https://youtube.com/watch?v=1BIUU5FW1bo
https://youtube.com/watch?v=uXwamyaiUKo
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Межвитковое замыкание статора генератора
Супер Профи Страна Ukraine Город КиевТелефон 102Регистрация 21.06.2010 Сообщений 6,407 Репутация 89 [+/–]
Использование трансформаторного лака улучшает эксплуатационные характеристики. Его использование делает устройство тихим в работе даже в условиях перегрузки. В большинстве случаев выполнение пропитки на начальном этапе осуществляется еще на стадии промышленного производства в заводских условиях. Использование специализированных лаковых составов:
- увеличивает электродинамическую стойкость при КЗ;
- сокращению негативного влияния контрольных толчков и нагрузок;
- устраняет последствия частых включений.
Итогом становится повышение электродинамичной стойкости. Нанесение защиты снижает негативный контакт с влагой и пылью, скрепляет витки.
Современный рынок предлагает несколько видов растворов для пропитки электрических двигателей. Среди всего этого разнообразия можно выделить такие типы лака:
- ФЛ-98. Основным компонентом смеси является модифицированный глифталь. Лак очень хорошо сохнет, а также выдерживает значительные нагрузки. Поэтому он часто используется для обработки двигателей кранов и других тяговых систем;
- МЛ-92. Химически этот лак во многом похож на предыдущий тип. Но его рекомендовано использовать уже для пропитки обмоток на электрических машинах и трансформаторах. Смесь после высыхания очень хорошо цементируется, а также качественно противостоит воздействию влаги и масла;
- ГФ-95. Лак хорошо и долго сохраняет пластичность, что позволяет использовать его для обработки различных видов обмоток. Зачастую его применяют для систем, которые работают внутри масляной жидкости. Лак практически не повреждается этим веществом, а также прекрасно противостоит образованию дуг.
Существует еще много лаков для пропитки обмоток
При их выборе важно учитывать технические характеристики растворов и консультироваться со специалистами, которые помогут подобрать оптимальный вариант
Уже есть аккаунт? Войти в систему.
Войти
Основные способы
Выполнение пропитки трансформаторов в домашних условиях может выполняться несколькими способами. Каждый из них в своей мере позволяет улучшить технические характеристики устройства.
В свечном воске или парафине
Выполнение пропитки с использованием парафина в домашних условиях осуществляется в несколько этапов:
- На плите без использования открытого огня плавится парафин или свечной воск. Состав должен стать жидким и лишенным включения комков. Количество рассчитывается с учетом возможности полного погружения в жидкий парафин или свечной воск трансформатора.
- Трансформатор расклинивают и сжимают на должном уровне. Его подвешивают на проволоке и полностью погружают в кастрюлю. Оставляют минут на пять. За этот срок он полностью пропитывается.
- Достают трансформатор из кастрюли и подвешивают примерно на три часа, чтобы парафин или свечной воск полностью высох.
- Остатки подсохшего средства аккуратно счищают с контактов и устанавливают трансформатор в штатное место.
https://youtube.com/watch?v=oynNNRB9cg8
Пропитка в лаке
Для выполнения нанесения такого защитного слоя могут использоваться различные типы лаков. Чаще всего в домашних условиях используется алкидный лак. Также можно использовать ПВФ-170 или ПВФ-171, мебельные лаки. Такая технология также готова существенно повысить эксплуатационные характеристики работы трансформатора.
Какой лак можно использовать
В большинстве случаев для пропитки используется алкидный лак. Наиболее доступным распространенным вариантом становится «Зебра»
При покупке следует обратить внимание на степень вязкости. Для этого предпочтение желательно отдавать составам, упакованным в прозрачную емкость
Например, в прозрачную пластиковую или стеклянную бутылку.