Химический состав и термическая обработка
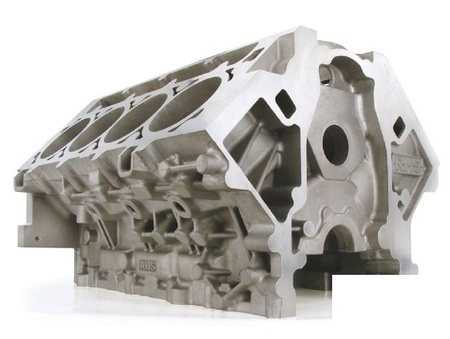
Литейные алюминиевые сплавы, которые применяют для изготовления блоков цилиндров автомобилей, обычно включают сплавы 46200 и 45000 по Европейскому стандарту EN 1706 (громоздкая приставка “EN AC-“ опущена). Химические «формулы» этих сплавов имеет соответственно вид AlSi8Cu3 и AlSi6Cu4. Их американскими аналогами – более известными – являются сплавы А380.2 и А319. Эти доэвтектические алюминиево-кремниевые сплавы обычно производят из вторичного алюминия. Из них отливают автомобильные блоки цилиндров различными методами гравитационного литья.
Таблица – Химический состав и состояния
алюминиевых литейных сплавов для блоков цилиндров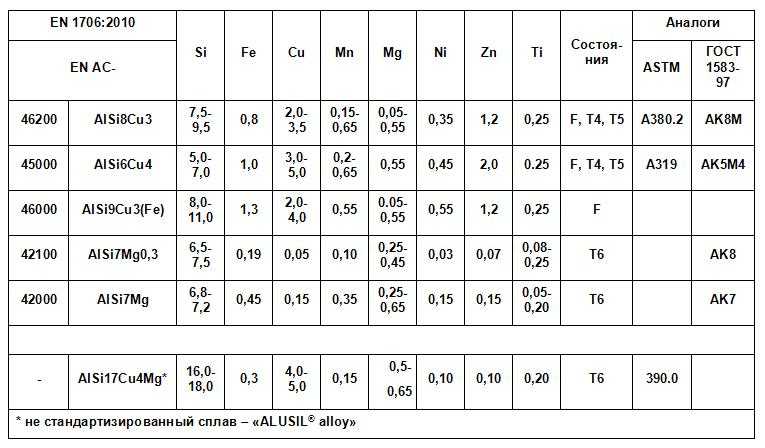
Относительно высокое содержание меди позволяет этим сплавам сохранять свою прочность при повышенных температурах и, кроме того, обеспечивает им хорошую обрабатываемость резанием. Обычно для этих сплавов – 46200 и 45000 (А380.2 и А319) – применяют состояния F (литое состояние), Т4 (закалка и естественное старение) и Т5 (неполная закалка и искусственное старение). Для отливок из этих сплавов может также применяться и состояние Т6, но для многих изделий из этих сплавов достаточно стабилизирующего состояния Т5.
Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)). Обычно этот сплав не требует термической обработки, кроме умеренного отпуска для снижения остаточных напряжений.
Блоки цилиндров из алюминиевых сплавов 42100 (AlSi7Mg0,3) и 42000 (AlSi7Mg) получают высокую прочность и удлинение при комнатной температуре, когда подвергаются термической обработке на состояние Т6. В этом случае необходимо внимательно контролировать остаточные напряжения, которые возникают при закалке отливки для достижения состояния Т6. Более высокое сопротивление растрескиванию этих сплавов дают им возможность противостоять термическим усталостным нагрузкам. Это происходит за счет определенного ухудшения обрабатываемости резанием и повышения стоимости из-за дополнительных расходов на термическую обработку на состояния Т6 или Т7. Выполнение требования по пониженному содержанию примесей, таких как железо, марганец, медь и никель, также требует дополнительных расходов по сравнению со вторичными сплавами, которые упоминались выше.
Блоки цилиндров из заэвтектоидных алюминиево-кремниевых сплавов (AlSi17CuMg) обычно отливают методом литья при низком давлении с последующей термической обработкой на состояние Т6. Этот сплав также более дорогой, чем стандартные литейные сплавы из вторичного алюминия.
Почему появляются задиры?
Причин этому явлению несколько:
Естественный износ. В данном случае задиры возникают не раньше, чем через 200 тысяч километров. Нередки случаи, когда дефекты отсутствовали спустя 500 и более тысяч километров.
Несвоевременная замена масла или езда с низким уровнем. В результате, теряется эластичность пленки и двигатель работает «на сухую». Кольца трутся о поверхность стенок, образовывая задиры. Специалисты рекомендуют производить замену масла каждые 10 тысяч километров.
Нарушение температурного режима двигателя. Это может спровоцировать не только царапины на стенках цилиндров, но и дефекты головки блока.
Проникновение в камеру инородных предметов. Это может быть пыль от грязного воздушного фильтра. Иногда — металлическая стружка от забитого масляного фильтра. Чтобы не допустить этого, меняйте данные расходники раз на 10 тысяч километров.
Использование топлива с ненадлежащим октановым числом. Может повлечь за собой детонацию, задиры и прогар клапанов.
Блок цилиндров двигателя: назначение, конструкция, работа и нумерация цилиндров
У блока цилиндров две основные задачи:
- он используется как основа для деталей двигателя, которые нуждаются в корпусе для крепления, например, для подвешивания головки блока цилиндров и картера;
- также блок цилиндров является корпусом, который вмещает в себе все составляющие двигатель детали и механизмы.
Из какого материала он сделан?
Блок цилиндров изготавливается из трех видов металла, с использованием специальных технологий:
- Первый – самый известный и практичный – это чугунный сплав, в чугун в нужных пропорциях добавлялись хром и никель. Плюсом чугунного блока является безупречная прочность и жесткость, к тому же устойчивость к температуре. Для блока цилиндров прочность при очень высоких нагрузках на двигатель, едва ли ни самый высокий показатель.
- Второй вид металла по популярности — это алюминий, этот металл отличается легкостью и быстрым охлаждением. Конечно, алюминий не такой простой металл, и его нужно тщательно отбирать для изготовления блока. Именно поэтому есть специальная технология Locasil, благодаря ей алюминий и кремний запрессовываются в виде готовых по размеру гильз. В этой же серии есть еще одна технология — Nicasil, разница в том, что алюминиевые гильзы покрываются слоем никеля. Конечно, такие передовые технологии делают блоки цилиндров очень надежными, однако не без изъяна. Все может поломаться, так вот, в случае никелевого покрытия, если например, шатун оборвется или прогорит поршень, то о ремонте речь уже не идет. И тогда владелец попадет на круглую сумму, т.к. сталкивается с полной заменой блока цилиндров. В случае же с чугунным блоком, при такой поломке он растачивается и в него вставляется гильза. Ремонт, конечно, занимает меньше финансовых затрат;
- Третий вид – это сплав магния. Конечно, у магния много достоинств, он прочен как чугун и при этом легок как алюминий, но ценник на такой блок очень высокий. Магниевые блоки цилиндров не делают в качестве базовых, это только индивидуальный заказ.
Конечно же, любой блок цилиндров из выше перечисленных материалов имеет свои плюсы и минусы.
К блоку цилиндров есть обязательные требования
- Каждая постель должна быть одного диаметра, исключение составляют некоторые конструкции специальных размеров;
- Постельные отверстия должны быть по одной оси;
- Оси всех постелей и плоскость блока должны находиться в идеале параллельно по отношению друг к другу.
Что входит в блок цилиндров
Основная часть блока, это гильзы и они бывают двух видов:
- съемная гильза может быть так называемой «мокрой» или «сухой»;
- впрессованные гильзы, как правило, устанавливаются в алюминиевых блоках.
Головка блока имеет несколько мест для крепления, к которым крепится камера сгорания, ГРМ, здесь же находятся отверстия для свечей или форсунок. Также на головке блоков крепится рубашка охлаждения, плюс ко всему тут есть отверстия для каналов впуска и выпуска.
Расположена головка на верху блока цилиндров, закрепляется она с применением специальной технологии
Здесь важно следовать специальной очередности и инструкции, которую предоставляет производитель. Также важно использовать болты определенной конфигурации, которые поставляются в комплекте
Эти болты, учитывая их особенность, могут быть закручены только динамометрическим ключом. Более того, есть определенная схема затяжки, очередность и сила затяжки.
Блок цилиндров ВАЗ: 2103, 2106, 21213, 21214, 2123, 2130.
Конструкции блоков, для двигателей ВАЗ с продольным размещением в моторном отсеке, объеденены одним общим признаком — межцилиндровым расстоянием 95.00 мм.Блок цилиндров ВАЗ
изготавливают методом литья, используя для этого специальный высокопрочный чугун. Блок имеет четыре рабочих цилиндра. Цилиндры расположены на одной линии, в один ряд. Двигатели такой конструкции называют однорядными. Поверхность цилиндров формируется путем расточки тела блока и с последующей специальной шлифовкой — хонинговкой. Обработанную внутреннюю поверхность цилиндра называют – зеркалом цилиндра.
По результатам окончательной обработки, в зависимости от погрешности изготовления, каждому цилиндру присваивается один из пяти классов: А, В, С, D, Е. Разница размеров между классами составляет – 0.01мм. На нижней плоскости блока, напротив с каждого цилиндра, клеймом наносится маркировка класса цилиндра.
Блок имеет внутренние полости, которые образуют так называемую рубашку охлаждения. При работающем двигателе, в рубашке осуществляется циркуляция охлаждающей жидкости – обеспечивая отвод тепла. При данной конструкции, диаметр цилиндров и межцилиндровое расстояние позволяют иметь полости рубашки охлаждения между соседними цилиндрами. В своем развитии, конструкция «классического» блока претерпевала изменения в основном за счет увеличения диаметра цилиндров. Диаметр в 82,00 мм является предельным, для обеспечения прочностных характеристик, при сохранении полостей рубашки между цилиндрами.
Для установки коленчатого вала, в конструкции предусмотренно пять опор. Опоры служат основанием для коренных подшипников(коренные вкладыши). Фиксация коленвала и коренных вкладышей обеспечивается крышками коренных подшипников. Для обеспечения точности, крышки коренных подшипников растачиваются совместно с блоком цилиндров.
При сборке, каждая крышка, должна устанавливаться на опору, с которой она совместно обрабатывалась. Для выполнения этих требований, каждая крышка , имеет специальные метки в виде рисок. Они позволяют установить соответствие крышки той или иной опоре. Нумерация опор осуществляется от передней стенки блока. Кроме того на крышках выбит технологический номер блока цилиндров , с которым они совместно обрабатывались. Такой же номер выбит на нижней поверхности блока в плоскости разъема. Дополнительной страховкой от ошибочной установки, служат отверстия в крышке коренного подшипника. Их не симметричное расположение не позволит провести неправильную установку. Крышки крепятся к опорам специальными самоконтрящимися болтами.
На задней, пятой, опоре имеются специальные выборки, предназначенные для установки упорных полуколец. Полукольца позволяют ограничить осевое смещение коленчатого вала. Максимально допустимой величиной осевого зазора считается величина — 0,35 мм. При увеличении зазора необходимо установить новые полукольца. Если после этого зазор все еще остается больше допустимого – требуется установка ремонтных полуколец с толщиной увеличенной на 0,127 мм. При установке, необходимо , чтобы поверхность полукольца, на которой имеются смазочные канавки, была обращена к стороне упорных поверхностей коленчатого вала.
При сборке двигателя следует обратить особое внимание на правильность установки вкладышей. Вкладыши с внутренней круговой проточкой, укладываются в опоры блока цилиндров «1», «2», «4», «5»
В крышки коренных подшипников , укладываются вкладыши без внутренней канавки. Вкладыши для средней, третьей, опоры отличаются от остальных.
Отличия блоков цилиндров ваз
Блок цилиндров 21083 первоначально был сконструирован под параметры карбюраторного двигателя. Следовательно, в нем не предусматривалось наличия участков крепления элементов по аналогии с инжекторными двигателями, среди которых модуль зажигания, датчик детонации и т.д. Впоследствии происходит унификация отливки модели, вследствие чего она становится единой для блоков 21083, 2110 и 2112. Все они обладают одинаковой высотой и могут использоваться на двигателях, имеющих объем 1500 см куб. Потому корпус этих блоков имеет о на литье. В качестве запчасти с заводов сегодня отгружается изделие, имеющее номенклатурный номер 21083-100201100.
Корпус «83-го» обладает приливами, такими же, как на всех других блоках двигателей переднеприводных автомобилей Ваз. Однако резьбовые отверстия здесь имеются только на приливах, задействованных в установке оборудования. Унифицированный блок цилиндров для ВАЗ 21083 обладает и приливом для установки датчика уровня масла, который находится под масляным фильтром. Для того, чтобы закрепить головку блока на верхней плоскости присутствуют 10 отверстий формата М12х1.25. Цвет блока цилиндров 21083 – синий.
Унификация «083-го» привела к утрате блоком цилиндров ВАЗ 2110 своих характерных черт, связанных с дополнительными приливами на корпусе. Внешне он сегодня неотличим от «083-го». В БЦ 2110 так же используются три верхних резьбовых отверстия и три нижних отверстия части отливки для установки кронштейнов правой опоры двигателя илблои монтажа установочной планки генератора. Так как данное изделие монтируется на «инжекторные» двигатели, блок цилиндров имеет место для установки датчика детонации.
По аналогии с «083-м», здесь предполагается монтаж датчика уровня масла. Кроме того, блок цилиндров 2110 нередко используют для сборки двигателей ВАЗ 21083. Цвет блока 2110 – серый.
Блок цилиндров 2112 внешне неотличим от блоков 2110 и 21083, однако с ними он и взаимозаменяем. Главная его особенность – наличие крепежных отверстий для головки блока, размером М10х1.25. Кроме того, во второй, третьей, четвертой и пятой опорах коренных подшипников монтируются дополнительные каналы для масла со специальными запрессованными в них масляными форсунками. Именно через них в момент работы двигателя масло под давлением способно омывать днища поршней
Как следствие снижается их термическая деформация, улучшается смазка, что особенно важно в момент пуска двигателя. Ресурс последнего, таким образом, значительно увеличивается
Цвет цилиндров 2112 – серый.
Блок цилиндров 21114 фактически представляет собой модернизированную модель 2110. В ходе изменений объем двигателя увеличен до 1,6 литра. Именно поэтому блок стал «высоким» – 197,1мм. В остальном же БЦ 21114 практически не отличается от 2110. Главная особенность данного блока – отсутствие прилива и монтажного отверстия для датчика уровня масла под фильтром. Крепится головка блока на отверстия, имеющие резьбу М12х1.25. Масляные форсунки для охлаждения поршней на боке отсутствуют. Цвет блока 21114 – синий.
Сегодня АВТОВАЗ не выпускает блок цилиндров 21114, альтернативной моделью является БЦ 11183. Две эти модели фактически идентичны. Цвет блока цилиндров 11183 – серый.
Блок цилиндров 11193 предназначается для установки на двигатель ВАЗ 21124. Представляет собой доработанный и модернизированный блок 2112. Однако модель 11193 более высокая – 197,1мм, благодаря чему объем двигателя увеличен до 1.6 л.
Описание 2109
ВАЗ 2109 (Lada Samara) или «Девятка» — продолжение переднеприводного рода Самар уже в лице пятидверного хетчбека. Модель была создана в 1987 году на безе трехдверного хетчбека ВАЗ 2108 , а в последствии, на базе уже девятки, был сконструирован седан ВАЗ 21099 .
Широкая популярность данного авто обусловлена тем, что в его распоряжении был стремительный дизайн, неплохие, на то время, моторы и, самое главное, практичный пятидверный кузов. А в совокупности с низкой ценой и широким выбором запчастей, шансов остаться незамеченным 2109 не имел.
Именно эти составляющие обеспечили высокий спрос и на последователя девятки — ВАЗ 2114 . Новые четырки продолжают пользоваться бешеной популярностью, преимущественно у молодой части населения.
Также, в отличие от восьмой модели, на двигатель 2109 инжектор ставился серийно (мотор 2111). Кроме инжекторного двигателя, на 2109 ставились карбюраторные 1.1 л, 1.3 л и 1.5 литра рабочего объема. Эти двигатели аналогичны тем, которые можно наблюдать под капотом 2108.
Как обычно, мы осмотрим слабые места и неисправности двигателя ВАЗ 2109, его ремонт и тюнинг, моторное масло, проблемы, неисправности и прочее. В том случае, когда ваш мотор умер и нужно подобрать новый, имеющаяся информация позволит легко определить какой двигатель 2109 купить стоит, а какой лучше обойти стороной и не связываться. Все, для владельца девятки теперь в одном месте.
Какой надежнее двигатель с алюминиевым блоком или чугунным
Рассмотрим разницу между никасиловым – алюсиловым двигателем и обычным чугунным или как в народе называют алюминиевый блок цилиндров против чугуна.

Рассмотрим основные тезисы.
На сегодняшний день мировые производители двигателей рассказывают нам о том что алюминиевые двигателя с используемой технологией напыления на стенки цилиндров никосила имеют в 2 раза меньше трения чем двигатель чугунный, а следствием этого трения расход бензина и мощности и надежности их больше. Но на практике мы видим все наоборот. Ресурс двигателей с никосиловым покрытием не больше 150-200 тысяч километром с учетом щадящих нагрузок, у них начинается критический износ.
Когда производитель создает двигатель он его рассчитывает под определенную мощность и при этом учитывает механические потери двигателя за счет трения. Если взять за основу 100 процентов на все виды трения в моторе, то 50 процентов составляют трения поршневой группы. Но на практике все наоборот потому что основной износ стенок цилиндров происходит при холодной заводке и прогрева вашего авто. Чем быстрее происходит прогрев двигатель тем больше сохранится его ресурс.
Теоретически если взят два двигателя с разными блоками цилиндров и поставить их оба на стенд, вы не заметите существенную разницу или потерю мощности, или расхода на обоих агрегатов. Потому что все трущиеся поверхности двигателя находятся в масленой пленке и трутся почти одинаково у обоих тестируемых двигателях.
Шаг в сторону алюминиевых двигателей это скорее деградация чем эволюция, помимо этого в алюминиевых двигателях есть очень большой технологический косяк это сам алюминий у которого температура плавления 660 градусов, а у чугуна в несколько раз выше. И этот температурный режим и есть сама проблема этих двигателей. При меньшей температуре алюминий становится как пластилин и получается что никосиловое покрытие как бы вдавливается в него, происходят задиры прилипание поршней к стенкам цилиндров и т.д. все это происходит при максимальных нагрузках при максимальной мощности.
Поэтому применение такой технологии изготовления двигателя из алюминиевых сплавов это скорее шаг назад чем вперед. Правда есть двигателя алюминиевые с чугунными гильзами они имеют больший ресурс чем с никосилом. Если вы собираетесь растачивать такой двс, то это вряд ли получится потому что стенки между цилиндрами очень тонкие и очень термо-нагружены если только гильзовать.
Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

Обкатка
Многие читатели уверены, что вазовский движок нуждается в обкатке не более, чем любая иномарка. И это тоже одно из распространенных заблуждений в среде автомобилистов сегодня. Вначале разберемся, что же такое обкатка.
Обкатка проводится с целью приработки сопрягаемых поверхностей деталей агрегатов, узлов и машины в целом. При взаимном перемещении между микронеровностями возникает контакт, что приводит к формированию рабочего микрорельефа поверхности. Результатом обкатки становятся снижение величины сил трения и уменьшение износа сопрягаемых деталей.
Таким образом, именно на вазовских двигателях эффект от обкатки заметнее всего, в то время как у большинства иномарок обкатка не сильно влияет на характеристики мотора и как следствие практически незаметна для потребителя.
Материал изготовления блока цилиндров
Чугун – традиционный материал, из которого до недавнего времени изготавливались блоки. Чугун применяется с добавками: никель, хром. Положительные качества чугунного блока цилиндров: меньшая чувствительность к перегреву, жёсткость, необходимая при высокой степени форсировки двигателя. Минус – большая масса, которая влияет на динамику легкового автомобиля.
Алюминий – занимает второе место в изготовлении блоков цилиндров. Положительными качествами алюминиевого блока являются: лёгкость и лучшее охлаждение. Как недостаток отмечается проблема с подбором материала, из которого должен выполняться цилиндр.
В современных условиях, для изготовления цилиндров в алюминиевые блоки цилиндров двигателя разработаны технологии: Locasil – запрессовка гильз из алюминий — кремния, Nicasil – в виде никелевого покрытия на алюминиевой поверхности блока цилиндров.
Недостатком никасиловой технологии считается то, что при прогаре поршня или обрыве шатуна, никелевое покрытие выходит из строя и блок цилиндров не подлежит ремонту. Он меняется в сборе. В отличие от чугунного, который подвергается расточке и гильзованию ремонтным комплектом.
Блок цилиндров из магниевого сплава сочетает в себе твердость чугунного, и лёгкость алюминиевого. Но, такой блок очень дорогое удовольствие и на конвейерном производстве не применяется.
Каждый из материалов имеет свои плюсы и минусы, поэтому однозначно заявлять какой из них лучше, некорректно.
https://youtube.com/watch?v=fT9okJmg4AI
Устройство блока цилиндров
Блок цилиндров двигателя должен удовлетворять следующим требованиям: обеспечение соосности всех постелей, а также соблюдение равного диаметра постелей. Также существуют блоки, в которых эти требования не соблюдаются, но это только специальные и экспериментальные конструкции.
Как мы заметили ранее, блок цилиндров является основой для других агрегатов. Его основные детали следующие:
- Цилиндр двигателя. Чем они больше, чем мощнее мотор. Объем суммируется и конечная цифра озвучивается в характеристиках автомобиля. Главной деталью цилиндров являются гильзы, которые бывают двух типов. Первый тип используется только в алюминиевых блоках – это впрессованные непосредственно в блок цилиндров гильзы. Второй тип – съемные гильзы. Они бывают «сухие» и «мокрые».
- Головка блока. Состоит из мест для крепления ремня ГРМ, камеры сгорания, отверстий для свечей, впускных и выпускных каналов, а также рубашки охлаждения и каналов смазки. Крепится головка сверху самого блока цилиндров. Но если другие агрегаты в автомобиле крепят просто «на глаз», то есть до того момента когда болт не повернуть, то здесь болты затягивают с помощью динамометрического ключа. У каждого автомобиля свои параметры и схемы для затяжки, которые нельзя нарушать.
- Картер. Во всех двигателях внутреннего сгорания картеры можно назвать именно частью блока, а не навесным агрегатом. Представляет собой корпус для кривошипно-шатунного механизма. Крепят картера снизу блока цилиндров, для защиты закрывают специальные поддоном.
Какими бы надежными ни были двигатели внутреннего сгорания, рано или поздно их ресурс подходит к концу. Особенно это касается ДВС старых автомобилей ВАЗ. Гильзовка блока цилиндров – одна из частых операций, которая производится в ходе капитального ремонта двигателя.
О гильзе
Это неотъемлемая составляющая любого двигателя внутреннего сгорания с чугунным или алюминиевым блоком. Гильза является съемной втулкой, что устанавливается в блок цилиндров. Она выполняет роль стенок, в которых двигается поршень. Размеры гильзы определяют рабочий объем цилиндра и камеры сгорания. Процесс установки данной втулки в блок называется гильзовкой. Операция производится после тщательной подготовки, с применением специального оборудования.
Устройство блока цилиндров
Блок цилиндров или шорт-блок — это основная часть двигателя. Остальные элементы так или иначе связаны с ним. В верхней части БЦ расположены колодцы цилиндрической формы. Вокруг них расположены полости для охлаждающей жидкости (рубашка охлаждения). В нижней части — картере, находится коленчатый вал, к которому прикреплены шатуны и поршни. Таким образом блок — это место расположение всего кривошипно-шатунного механизма. В нем также есть каналы для системы смазки.
БЦ изготавливается как единое целое методом литья. В качестве основного материала изготовления используются чугун или алюминиевые сплавы. Блок цилиндров из алюминиевых сплавов намного легче, но проигрывает в прочности и цене. Чугун дешевле и прочнее.
Плюсы алюминиевых блоков цилиндров
Алюминиевые блоки цилиндров выдерживают температурный режим до +150-200 °C. Теплопроводность алюминиевых сплавов в три раза выше чугунных, это способствует более эффективной работе системы охлаждения двигателя
Очень важно подобрать алюминиевый сплав для блока цилиндров. Он должен соответствовать многим техническим требованиям, среди них:
- Низкая стоимость.
- Отличные литейные свойства.
- Хорошая обрабатываемость резанием.
- Невосприимчивость к повышенным температурам.
Выбирать алюминиевый литейный сплав необходимо на этапе проектировании блока цилиндров. При выборе сплава необходимо исходить из практических соображений, самыми предпочтительными являются высокопрочные литейные сплавы, однако, учитывая их высокую стоимость, литейные свойства и недостаточную прочность при повышении температуры, лучше от них отказаться.
Чаще всего применяются сплавы, не отвечающие жестким требованиям по примесям и загрязнениям, но которые достаточно приблизились к требованиям, предъявляемым для сплавов из первичного алюминия.

Расточка и установка гильз в блок цилиндров
При появлении дефектов и износа стенок применяется расточка цилиндров. Металл определенной толщины удаляется со стенок, а затем устанавливаются другие ремонтные поршни и кольца под новый размер. Количество расточек ограничено, поскольку объем постепенно увеличивается, а запас прочности уменьшается.
После максимального количества расточек используют гильзовку. Это сложный процесс, который можно осуществить только на специальном оборудовании. «Мокрые» гильзы намного легче заменить даже в полевых условиях. Если устанавливаются «сухие» гильзы или монолитный чугунный блок, то он растачивается под новые гильзы, которые запрессовываются с высокой точностью. Сам блок нагревается до 150-200 градусов, а гильза охлаждается. Это обеспечивает наиболее плотную и точную посадку.
Станок для расточки блока цилиндров — точить, или пусть живет?
Сам по себе расточной станок дорогой и технологичный прибор. Вот он на фото. Расточной станок — сложное слесарное оборудование, которое могут позволить себе крупные предприятия и мастерские. Блок устанавливается на стол, центруется по горизонтали и по вертикали. В зависимости от необходимого размера гильза протачивается расточной головкой, после чего хонингуется. Расточить блок проще всего, только в первую очередь стоит подумать, а нужно ли и какие цели мы ставим перед собой.
Если необходимо просто увеличить диаметр цилиндра под ремонтный размер, то достаточно просто произвести хонинговку на хорошем оборудовании, и дело с концом. Другое дело, если цилиндры изношены неравномерно или блок имеет заведомо ущербную геометрию. Тогда без расточки не обойтись. В процессе работы блоки очень часто деформируются, а это приводит в свою очередь и к усиленному износу, вплоть до поломки коленвалов при высоких нагрузках. Если результаты замеров показали, что оси коленвала и цилиндров смещены настолько, что хонинговкой вопрос не решить, тогда, безусловно, только расточка блока избавит нас от покупки нового или же всего двигателя.
Читать также: Как проверить цепь с помощью мультиметра
Отличительные особенности двигателя ваз 2106
Двигатель ваз 2106 – это достаточно успешная доработка предыдущей версии мотора ВАЗ-2103, во время создания которого использовались современные технологии.
Производители поставили перед собой задачу любыми способами усовершенствовать уже готовую деталь:
Мощность удалось увеличить с помощью общего действующего объема мотора
Особенное внимание уделялось улучшению цилиндра. Такие доработки повлияли на появление блока цилиндра 2106-1002011
Помимо диаметра представленная конструкция мотора больше не имеет никаких отличительных особенностей. Во время производственного процесса специалисты дают отдельному цилиндру собственный класс. Сегодня существует около пяти наименований, которые различаются одним миллиметром. Им присваиваются следующие символы – А, В, С, D и Е. Посмотреть условный класс мотора можно внизу основания. Неизменной оставили основную головку блока мотора с обозначением 21011-1005011-10. Чтобы изменить общий диаметр цилиндра производителям пришлось использовать новые прокладки. Абсолютно все стандартные и общепринятые поршни имеют много аналогичных характеристик между собой. Представленный двигатель оснащен поршнями от мотора 21011, где номинальный диаметр равен 79 миллиметрам.
В новой модели мотора есть лунки цилиндрической формы, а также в несколько раз улучшены объемы. Во время работы в каждой отдельной области абсолютно все поршни будут нагреваться постепенно и равномерно. Именно таким образом удалось компенсировать возможные тепловые деформации. Также производители расположили терморегулирующие пластины из высококачественной стали в бобышках поршня.
Как увеличить мощность двигателя ваз 2106 и максимально снизить всевозможные динамические нагрузки на поршневую часть мотора? Нужно обратить внимание на наличие отверстия, которое предназначено только для поршневых пальцев