Теория хонингования блока цилиндров
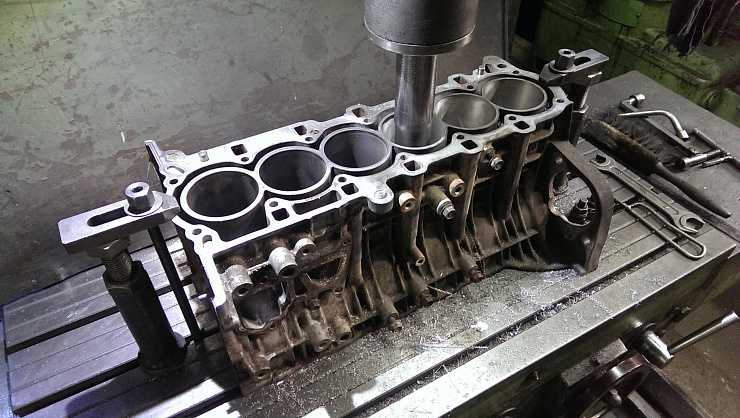
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Процедура расточки и хонингования
Для того, чтобы провести расточку, необходимо обращаться к специалисту, то есть отгонять машину на станцию технического обслуживания, где есть специальное оборудование, а именно станок для расточки блока цилиндров.

Для выполнения такого рода работы применяется станок с вертикальной подачей. Учитывая тот факт, что это вовсе не сложная работа, но ее качество напрямую зависит от новизны оборудования и от профессионализма станочника
Самой важной задачей является создание цилиндрической формы, это не только главная задача, но и самая сложная. Поэтому пред тем как приступить к обработке, необходимо провести калибровку станка, что бы добиться правильной наружной геометрии на поверхности
Так же одной из задач является удаление конусности цилиндра
Очень важно выдержать минимальные параметры изменения, это можно сделать, только применяя станок для расточки блока цилиндров, который имеет точность до одной сотой миллиметра. Не маловажной задачей при расточительных работах является соблюдение высокого требования относительно чистоты обрабатываемой поверхности
Высокая степень чистоты – залог быстрой притирки новых деталей.
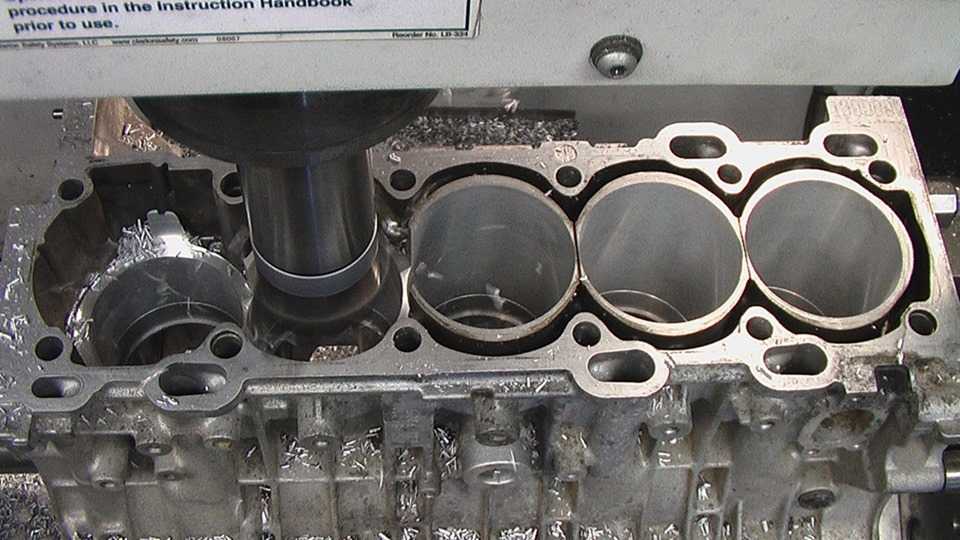
Итак, как работает станок для расточки блока цилиндров? Заготовка устанавливается и закрепляется на рабочей поверхности станка. Как уже говорилось выше, для этого вида работ применяется станок с вертикальной подачей. В отверстие, которое необходимо расточить подается вал с прикрепленной фрезой, выставленной под нужные размеры. С помощью ручки управления (в старых станках) или же компьютерного управления (присуще современному оборудованию) вал опускается ниже по отверстию, при этом выравнивая его под один размер.

Гильзы как способ ремонта
И в чугунных и алюминиевых блоках, есть такое понятие как «ГИЛЬЗОВКА», то есть устанавливаются специальные гильзы – это цилиндрические (как правило — чугунные) полые части похожие на большой кусок трубы.
Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.






Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.
Однако есть двигатели, которые не «гильзуются» с заводов как алюминиевые, так и чугунные. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?
Можно ли увеличить объем двигателя?

Можно ли как-то увеличить объем и мощность двигателя? Автомобилисты задались этим вопросом еще много лет назад. В результате было придумано несколько способов, позволяющих увеличить объем и, следовательно, мощность мотора. Об этих способах и их преимуществах и будет рассказано далее.
Способы увеличения объема силового агрегата

Рассчитать рабочий объем мотора несложно — он зависит от величины хода поршня (расстояние, которое он проходит от верхней мертвой точки к нижней) и площади самого поршня. Следовательно, зная это, можно прийти к выводу, что рабочий объема можно увеличить тремя способами:
- расточка цилиндров двигателя с целью установки поршней большего диаметра;
увеличение хода поршня при помощи коленчатого вала с большим ходом;
применение обоих методов.
Растачиваем цилиндры и меняем поршни

Силовая установка имеет свою долговечность и иногда требует капитального ремонта. Если компрессия мотора снижается, увеличивается расход масла, а сам двигатель теряет свои мощностные и динамические характеристики, это говорит о необходимости проведения капитального ремонта силовой установки. И во время этого ремонта целесообразно будет расточить цилиндры с последующей установкой поршней больших диаметров.
В некоторых случаях производитель автомобиля поставляет на рынок поршни больших диаметров, которые нетрудно будет приобрести в магазинах. Однако разница в диаметрах там минимальна, что не приведет к значительному увеличению объема двигателя. Поэтому целесообразнее будет найти детали с большим диаметром данного производителя, но для других моделей автомобиля.
К примеру, можно произвести расточку цилиндров с последующей установкой поршней от автомобиля ВАЗ-21011 на ВАЗ-2103 (имеем диаметры цилиндров 79 и 76 мм, соответственно), что позволяет увеличить объем силовой установки почти на 0,1 литра. А это свидетельствует о повышении мощности в 5 л.с.
Монтаж коленвала с большим ходом

Если внутренние стенки цилиндров и поршни изношены минимально, работы по расточке проводить нецелесообразно. Объем в данной ситуации увеличивается при помощи монтажа длинноходного коленвала. Подобный тюнинг становится возможным лишь:
- при установке шатунов меньшего размера;
при применении поршней с отверстием под поршневой палец, которое смещено несколько вверх.
У первого способа есть недостатки в виде усиления давления поршней на стенки цилиндров, что автоматически приводит к скорейшему износу силового агрегата. Во втором случае велика вероятность снижения надежности самих поршней с последующим прогоранием, поскольку толщина металла в верхней части значительно меньше.
Тем не менее, работы по расточке производить не потребуется, а это значит, что и затраты на повышение мощности мотора будут минимальны, поскольку заменить коленвал можно и самостоятельно. Поэтому у данного способа находится множество последователей.
Применение обоих методов для увеличения объема двигателя

Конечно, применение сразу двух вышеописанных методов позволяет получить максимальное повышение объема автомобильного мотора. Мощность также увеличивается на 9-10 л.с.
Безусловно, применение обоих способов будет дорогостоящим, однако это позволяет достигнуть максимальных результатов в виде увеличенной мощности и лучшей динамики разгона.
Заключение
Итак, вы решили повысить рабочий объем своего мотора. Рекомендуем ознакомиться с некоторыми последствиями этой процедуры:
- значительно возрастет расход топлива;
проведение расточки цилиндров под максимально допустимый производителем диаметр становится последней операцией в капитальном ремонте двигателя, поскольку после нее отремонтировать силовую установку уже не получится;
значительное увеличение мощности мотора повышает нагрузку на тормозную систему;
увеличение объема потребует перенастройки системы впуска и выпуска, поскольку производителем ее работа рассчитывается с меньшими мощностями.
Желательно начинать работы по увеличению мощности лишь после приобретения необходимых запчастей (длинноходный коленвал, новые поршни и т.д.), предназначенных специально для вашей машины.










Повышение рабочего объема силовой установки нельзя назвать сложной операцией. Однако она требует предварительного детального изучения, поскольку у каждого двигателя имеются свои особенности. И уже на основании полученной информации следует выбирать способ, который поможет повысить мощностные характеристики двигателя вашего автомобиля.
Видео о переделке двигателя ВАЗ с 1,5 в 1,6:
https://youtube.com/watch?v=xXpJEiZL0T8
Параметры обработки при сверлении
В ходе, по возможности, неразрушающей обработки кристаллов кремния сверление отверстий цилиндров должно быть завершено в 2 технологические операции со снятием слоев материала по 0,1 мм.
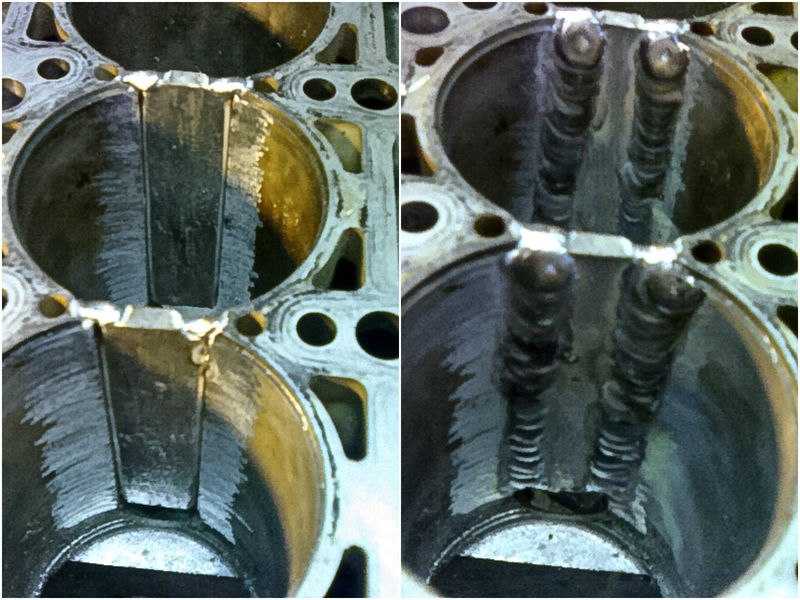
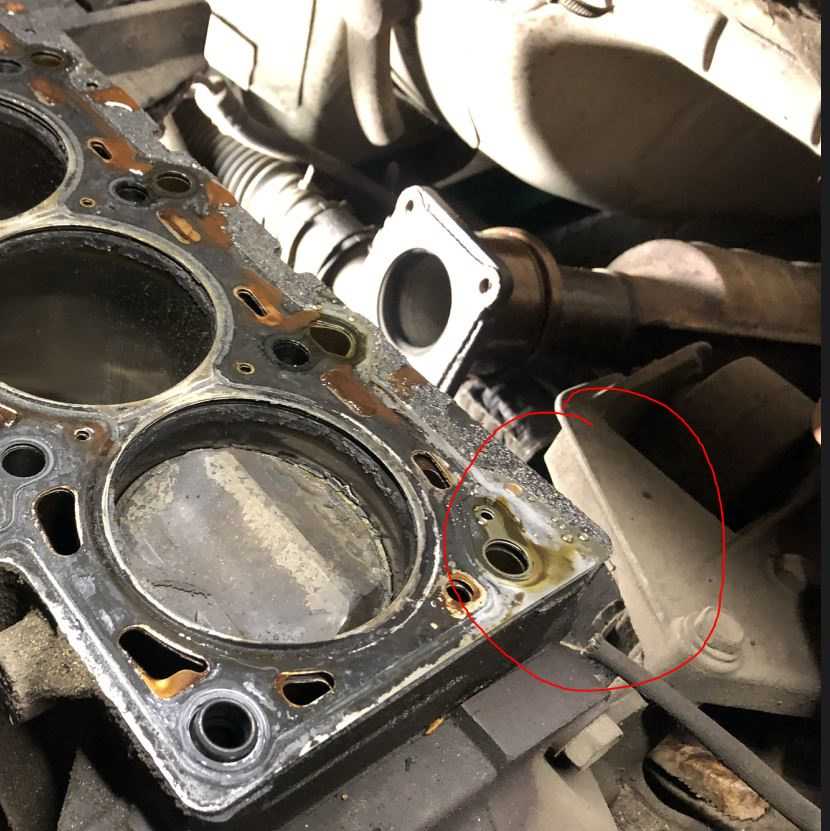
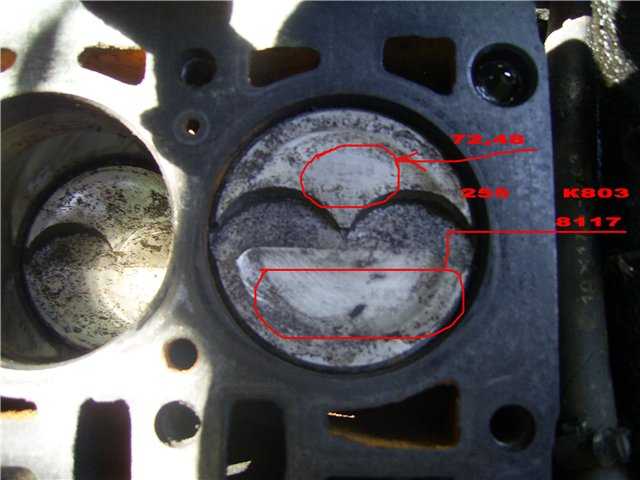
Потребное снятие слоя материала при хонинговании — от 0,03 до 0,05 мм, т.е., при последней операции сверления желаемый диаметр сверления должен получиться от 0,06 до 0,10 меньше, чем окончательный размер цилиндра. Образующийся при сверлении в верхней мёртвой точке заусенец удаляется затем снятием фаски (изобр. 1). Из-за становящихся всё время уже поршневых колец фаска должна быть в любом случае меньше 0,5 мм, чтобы поршневые кольца не отскакивали на фаске при установке поршня в цилиндр. Так поршневые кольца или также перемычки между кольцами могут сломаться.
| Параметры обработки при растачивании цилиндров Значение | |
| рекомендуемая скорость резания (PKD-режущие средства) | 400м/мин |
| Число оборотов при обработке относительно диаметра цилиндра | 1/мин |
| 80 мм | 1600 |
| 85мм | 1480 |
| 90 мм | 1420 |
| 95мм | 1340 |
| 100мм | 1270 |
| Снимаемый слой материала предпоследней обработки растачиванием | 0,1 мм |
| Снимаемый слой материала последней обработки растачиванием | 0,1 мм |
| Подача инструмента на оборот (врезающийся инструмент) | 0,1 мм |
| Желаемая шероховатость поверхности (Rz) | 3,5-4,5 UM |
| Требуемый снимаемый слой материала при хонинговании | 0,03-0,05мм |
| Передний угол режущей кромки инструмента | 10° |
| Задний угол режущей кромки инструмента | 10° |
| Радиус закругления лезвия режущей кромки инструмента | 0,8-1,0мм |
Указание
При растачивании установленной ремонтной гильзы, особенно гильзы из серого чугуна, следует обратить внимание на то, чтобы подача и производительность снятия материала не были бы выбраны слишком большими. Причина этого — слишком высокий местный нагрев гильзы и блока цилиндров. Изза слишком большого поступления тепла в блок цилиндров при сверлении, по причине различного теплового расширения блока цилиндров и установленной гильзы, гильза может освободиться и начать вращаться в блоке цилиндров
В этом случае все предыдущие ремонтные усилия становятся напрасными и нужно начинать всё сначала. Снятие материала при сверлении должно составлять при установленной гильзе из серого чугуна максимально 0,1 мм. Данное значение действительно также для гильз из серого чугуна, запрессованных в цилиндры из серого чугуна. В целом следует при обработке избегать любого образования тепла, соотв., его уменьшать. Соседние отверстия цилиндров следует растачивать только тогда, когда блок цилиндров вновь остынет. Во избежание термических проблем опытное предприятие по ремонту двигателей всегда минует при сверлении соседний цилиндр и сверлят цилиндры через один. Во избежание термических проблем при сверлении рекомендуется применение смазочноохлаждающих средств (масло-водяная эмульсия). Смазочно-охлаждающие средства применяются также в серийном производстве алюминиевых блоков цилиндров; они улучшают качество поверхности отверстий и увеличивают стойкость инструмента
Изза слишком большого поступления тепла в блок цилиндров при сверлении, по причине различного теплового расширения блока цилиндров и установленной гильзы, гильза может освободиться и начать вращаться в блоке цилиндров. В этом случае все предыдущие ремонтные усилия становятся напрасными и нужно начинать всё сначала. Снятие материала при сверлении должно составлять при установленной гильзе из серого чугуна максимально 0,1 мм. Данное значение действительно также для гильз из серого чугуна, запрессованных в цилиндры из серого чугуна. В целом следует при обработке избегать любого образования тепла, соотв., его уменьшать. Соседние отверстия цилиндров следует растачивать только тогда, когда блок цилиндров вновь остынет. Во избежание термических проблем опытное предприятие по ремонту двигателей всегда минует при сверлении соседний цилиндр и сверлят цилиндры через один. Во избежание термических проблем при сверлении рекомендуется применение смазочноохлаждающих средств (масло-водяная эмульсия). Смазочно-охлаждающие средства применяются также в серийном производстве алюминиевых блоков цилиндров; они улучшают качество поверхности отверстий и увеличивают стойкость инструмента.
При среднем и капитальном ремонте ALUSIL- и LOKASIL -рабочие поверхностей цилиндров в следующий ремонтный размер сверления цилиндров не столь обязательно. Особенно при ступенчатых размерах поршней больших размеров с шагом 0,25 мм цилиндры можно и без предварительного сверления очень хорошо с помощью алмазных хонинговальных камней привести в следующий ремонтный размер.
| Изображение 1 |
Расточка коленвала – реставрация дешевле покупки
Одним из наиболее важных и дорогостоящих элементов любого двигателя внутреннего сгорания является коленчатый вал – сложный по конструкции элемент из высокопрочных сплавов, задача которого заключается в преобразовании возвратно-поступательного движения поршней во вращение. Расточка коленвала – это обязательная процедура в случае существенного износа подшипников скольжения, которая позволяет многократно использовать его после проведения капитального ремонта.
Зачем и когда возникает необходимость проточить коленвал?
Как известно, в блоке мотора коленчатый вал закрепляется с помощью коренных подшипников скольжения. Их число зависит от количества цилиндров. Для каждого поршня на валу имеется шатунный подшипник скольжения. Для первых и вторых плотное соприкосновение рабочих частей подшипников обеспечивается вкладышами. Сплав вкладышей подобран таким образом, чтобы обеспечить при подаче масла минимальное трение и позволить свободно вращаться коленвалу.
Идеально отполированные поверхности шеек и внутренних обойм вкладышей даже, при условии подачи между ними для смазки машинного масла под высоким давлением, с течением времени изнашиваются. Учитывая увеличение зазора, давление масла в системе падает, появляющийся люфт приводит к большему износу. Устойчивое снижение давления масла при исправном насосе является признаком, указывающим на необходимость замены вкладышей.
Учитывая, что износ является обоюдосторонним, нельзя просто взять и вставить новые вкладыши. Конструкторы предлагают устанавливать вкладыши ремонтного размера, толщина стенки которых, на 0,25 мм толще, чем у стандартных (или вкладышей предыдущего размера).
Для того, чтобы установить и использовать новые ремонтные вкладыши следует расточить коленвал, то есть довести наружный диаметр шеек до параметров вкладышей. Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Залипание и проворачивание вкладышей также вынуждает автовладельцев производить ремонт, связанный с расточкой коленвала, так как восстановление идеально гладкой поверхности шеек без этой процедуры невозможно.
Как выполняется проточка коленвала?
Далеко не все ремонтные мероприятия под силу автолюбителям своими руками. На тему Расточка коленвала, видео материалов отснято и представлено в сети Интернет множество. Выполняется эта процедура на высокоточных станках специалистами высокого класса. Ими же определяется возможность токарной обработки и размер новых вкладышей.
Существующий диаметр шеек измеряется с помощью микрометра. Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Участие автовладельца в процессе реставрации
Владелец автомобиля может принимать активное участие в ремонте двигателя.
Для того, чтобы ускорить процесс, водитель может:
- произвести разборку навесного оборудования мотора;
- извлечь двигатель из моторного отсека, вымыть его;
- произвести разборку и демонтаж коленчатого вала;
- после проведения токарных работ собрать всё в обратном порядке.
Процедура расточки и замены вкладышей достаточно сложна и ответственна.
Успешный ремонт возможен лишь при соблюдении определённых правил:
- во время демонтажа коленчатого вала старые вкладыши маркируются и передаются специалисту;
- после расточки обязательно необходимо провести тщательную промывку и продувку масляных каналов;
- установку коленчатого вала и новых вкладышей необходимо доверить опытному мотористу.
https://youtube.com/watch?v=uI0-ksyYHhw








https://youtube.com/watch?v=YJpDmHQVokg
https://youtube.com/watch?v=KGuR4nQkkEg
https://youtube.com/watch?v=0KCUO0E9_vk
https://youtube.com/watch?v=4eS-lwgZOQQ
Гильзы как способ ремонта
И в чугунных и алюминиевых блоках, есть такое понятие как «ГИЛЬЗОВКА», то есть устанавливаются специальные гильзы – это цилиндрические (как правило — чугунные) полые части похожие на большой кусок трубы.

Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.

Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.
Однако есть двигатели, которые не «гильзуются» с заводов как алюминиевые, так и чугунные. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?
Что такое расточка блока цилиндров и для чего она нужна
Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра. 1 . Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.2 . Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра. То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель. Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.Еще одна причина расточки – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Зачем и когда моторы начали гильзовать

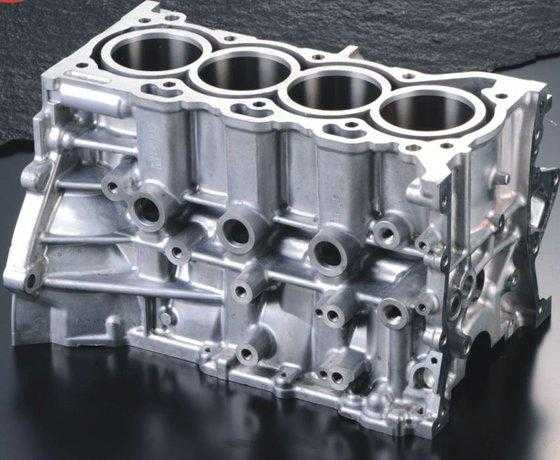
Итак, гильзованный мотор появился для того, чтобы добиться снижения веса двигателя. Если просто, снизить вес стало возможным благодаря тому, что при изготовлении блока цилиндров начал использоваться алюминий, а не чугун.
Дело в том, что чугун даже с учетом его прочности и дешевизны в три раза тяжелее алюминия, также отличается склонностью к образованию коррозии, имеет меньшую теплопроводность. В результате чугунные блоки требуют лучшего охлаждения, в систему необходимо заливать большее количество антифриза и т.д.
Первые попытки по внедрению алюминиевых блоков были проведены еще в 1930-е годы на некоторых спортивных авто. Такие «облегченные» двигатели представляли собой алюминиевый блок, в который вставлялись мокрые чугунные гильзы. Понятие «мокрые» означает, что между гильзой и телом блока находится ОЖ из системы охлаждения.
Далее к середине 50-х аналогичная конструкция стала использоваться не только в автоспорте, но и на конвейере. Однако в те годы полностью вытеснить чугун не удалось по причине технологической сложности процедуры гильзования, а также с учетом сниженной жесткости блока, высоких нагрузок на гильзы, быстрому прогару прокладки БЦ даже при незначительных перегревах.
К началу 1970-х стала активно использоваться практика установки в блок из алюминия «сухой» гильзы. Такая гильза вставлена в блок, при этом каналы для антифриза в данной области отсутствуют. При этом запрессовка разогретой чугунной гильзы в более мягкий алюминий является сложным процессом.
Еще алюминий и чугун имеют разный коэффициент температурного расширения, в результате чего возможно появление зазора между блоком и самой гильзой после выхода ДВС на рабочие температуры. Однако плюсом стала жесткость такого цилиндра. При этом показатель жесткости был не лучше, чем у чугуна, зато достигалось существенное снижение веса блока.
Дальнейшее развитие технологий привело к тому, что вместо запрессовки гильз блок цилиндров стал отливаться вокруг них. Визуально чугунная гильза стала напоминать вставку, которая вплавлена в алюминий.
Прочность была повышена, однако такие гильзы нельзя выпрессовать из блока для замены, подбора ремонтного размера и т.д. Другими словами, официально гильзованный по данной технологии блок стал непригодным для ремонта, то есть началась эра одноразовых моторов. Затем многие производители и вовсе отказались от чугунных гильз в алюминиевом блоке цилиндров.







При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.
Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.
Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.
«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
https://youtube.com/watch?v=Y19XCtnDtZU
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
(6 голосов, средний: 4,50 из 5)
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.









