Осмотр, дефектовка и ремонт
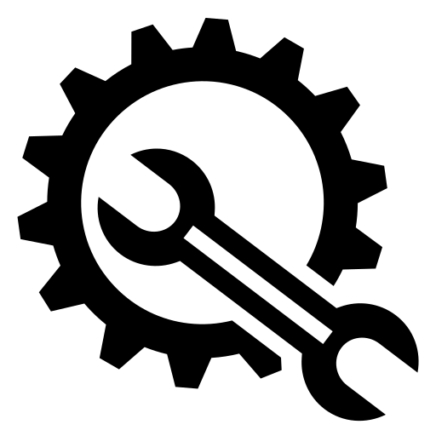
Профиль седла клапана двигателей мод. 402 и 4021
А — седло впускного клапана;
В — седло выпускного клапана
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов или на стенках камер сгорания, следы прогара, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки, посередине вдоль, а затем поперек и щупами измерить зазор между плоскостью головки и линейкой.
Если зазор превышает 0,1 мм, головку заменить.
4. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
5. Проверить состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины заменить.
6. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов. Более значительные дефекты устраняют шлифовкой.
При шлифовке выдержать размеры седла, указанные на рисунке. После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки седел притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
7. Проверить зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,25 мм. Если зазор превышает указанный, нужно заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Перед установкой новые втулки нужно охладить в двуокиси углерода («сухой лед»), а головку блока нагреть до 160–175°С.
Затем вставить втулку в головку блока так, чтобы она выступала со стороны клапанных пружин над головкой блока на 20 мм.
Втулка должна вставляться в головку свободно или с небольшим усилием.
После установки развернуть отверстие во втулке до диаметра 9,0 +0,022 мм.
Затем прошлифовать седло клапана, центрируя инструмент по отверстию во втулке.
8. Проверить головку блока на отсутствие трещин можно следующим образом. Подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха.
Заглушить все отверстия в головке блока деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах образования трещин будут выходить воздушные пузыри.
9. Прочистить проволокой и продуть сжатым воздухом отверстия в оси коромысел, в коромыслах и в регулировочных винтах.
Проверить плотность посадки втулок в коромыслах. Если втулка сидит не плотно, ее нужно заменить, так как во время работы двигателя она может провернуться и перекрыть отверстие для подачи масла к штанге толкателя.
Сборка
Собирают головку блока в порядке, обратном разборке. Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и ось коромысел клапанов.
Устанавливают клапаны в соответствии с метками, сделанными при разборке.
Прокладку корпуса термостата и прокладку задней крышки головки блока установить на герметик типа «Гермесил».
Установка
При установке головки блока рекомендуется заменить прокладку головки блока.
Установка головки блока производится в порядке, обратном снятию.
Момент затяжки 83–90 Нм (8,3– 9,0 кгс·м). После установки головки блока отрегулировать зазоры в приводе клапанов.
Устанавливают головку блока в порядке, обратном снятию.
Гайки крепления головки блока затянуть в два этапа:
1-й этап — 40–60 Нм (4,0–6,0 кгс·м);
2-й этап — 83–90 Нм (8,3–9,0 кгс·м).
Контроль затяжки ГБЦ
Чтобы ваша душа была спокойна, и коль скоро вы решили сделать протяжку болтов головки, то существует методика контроля момента затяжки болтов ГБЦ. Естественно, при помощи динамометрического ключа.
К болту прикладывается момент, равный моменту страгивания болта. После начала поворота, нужно контролировать момент страгивания. Если он не увеличился, значит всё в порядке, болт начал растягиваться.
Если же момент начинает расти, то значит, что болт не достиг предела текучести. Здесь нужно производить затяжку болта ГБЦ до стабилизации момента затяжки.
При контроле затяжки болтов головки блока цилиндров, обратите внимание на две особенности. Если к болту приложен момент в 20кГсм, но момент текучести не был достигнут, то болт подлежит замене, так как он имеет повышенную прочность. Если же в момент затяжки болта вы увидели, что момент уменьшается, то это означает разрушение болта, и он, однозначно требует замены
Если же в момент затяжки болта вы увидели, что момент уменьшается, то это означает разрушение болта, и он, однозначно требует замены.
Такие требования к болтам головки блока цилиндров объясняются просто: они работаю в постоянном режиме нагрев – охлаждение.
Удачи вам, и пусть затяжка болтов головки блока цилиндров своими руками, пройдёт успешно.
И снова здравствуйте:) Однако меня частенько спрашивают- “нужна ли повторная протяжка гбц?”. Есть много кто, которые считают, что поставил головку, затянул и не трогай ее больше.
В процессе своей довольно таки долгой работы мотористом, а это уже больше чем четверть века, я на своём опыте убедился, что если поленишься протянуть головку через время положенное для протяжки ея, то ещё через некоторое время, а это в большой части зависит от манеры езды водителя и расстояния одномоментно пройденной, придётся снимать.
Обычно прокладка сгорает в течение года, аи если человек едет на большое расстояние, то и через месяц. Поэтому мой совет таков: нельзя ехать далеко с непротянутой головкой, а иначе вам придется ее снимать в дороге. Но знаете, я заметил, если техника пришла прямо с завода, то через положенный для протяжки пробег, головки редко ослабевают. Возможно, что материал прокладки, который там ставят другой.
Так через сколько нужно протягивать головку цилиндров? В среднем через тысячу км. пробега. Так написано в инструкции и это подтверждается практикой. В инструкции по т.о. также написано, что через десять тысяч нужно ещё раз протянуть или проверить протяжку головки.
Ну в большинстве случаев хватало одной протяжки. Но редко конечно, но были случаи, что когда сгорела прокладка, то головка была слабой даже после одной протяжки. По моему это все зависит от материала прокладки гбц, Которая сильно усаживается, а которая и совсем не проседает.
Физика сего явления, а именно ослабления протяжки головки очевидна. Обычно головки цилиндров алюминиевые, а болты или шпильки крепления ещё стальные. При нагреве же у алюминия коэффициент расширения больше чем у стали и когда движок нагревается, то головка расширяясь сдавливает прокладку как прессом, а когда остывает, то отпускает ещё и прокладка уже сдавлена, а болты есессно ослабляются.
Есть правило: нельзя протягивать горячий двигатель, только холодный. Скажу вам список движков, которые нужно протягивать из своего опыта, с которыми я имел дело, а именно: змз405,406,409. движки Змз-402, УАЗ 417,421. Двигатели змз 511,512,523, зил-130, Урал.
Про другие не скажу, но обычно вазовские головки редко просаживаются. Про иномарки тоже не могу ничего сказать, потому что перебирал их мало, а п***ть попусту не хочу. На этом пока все.
Так к какому же мы пришли выводу? А вот к какому! протягивай вовремя головки!А то сгорят к hujam прокладки!
Нет еще не все. Чтобы не мучится с повторной протяжкой головки, при этом приходится разбирать чуть ли не половину движка, для того чтобы убедится, что она не прослабла, а иной так и бывает. Зависит от материала прокладки. Сразу и не угадаешь.
Для того чтобы не протягивать повторно головки, можно поставить металлопакет. Про то, можно почитать . И хотя я писал про Уаз-патриот, это может относится ко многим движкам. Удачи друзья!
Замена Прокладки Головки Блока Цилиндров Змз 402
замена накладки на головублок цилиндров в двигателе автомобиля Здесь вы смотрите на «кучу» железа, собранную в один абсолютно необходимый, удачный и красивый механизм. современный автомобиль.
Смотри и думай. верхняя часть линии, полет человеческого гения и. может быть, внезапно в конечном итоге ехать через тонкую полосу железа или асбеста. И его зовут прокладка головки цилиндры
И это абсолютно не лишне знать это для всех, мы подчеркиваем, для каждого владельца автомобиля знаки, которые являются заменапрокладки блока цилиндров. Даже если вы не собираетесь делать ремонт самостоятельно, вам необходимо понять, какие могут быть последствия для двигателя. замена прокладки головки блок
Что такое и почему там прокладка ГБЦ
Прокладка головки цилиндры
предназначен для герметизации стыкаблок цилиндров и головка цилиндра.
Пожалуйста, не смущайтесь, хотя это звучит почти одинаково. Прокладка головки блока цилиндров и прокладка крышки головки
блокцилиндры, который сделан из резины. На самом деле, прокладка головки блока цилиндров 3 в 1, потому что она сама герметизирует три системы двигателя: охлаждение (каналы), масло (каналы) и распределение газа (полости) цилиндры) Соответственно требования к качеству прокладки
Головка цилиндров увеличена.
Не забудьте и попытайтесь сэкономить при ремонте ГБЦ или блок цилиндров. UAZ. Замена УАЗ, прокладка ГБЦ. Прокладка является одноразовой частью для любого ремонта двигателя. заменапрокладки голова к новому. требуется.Типы прокладок ГБЦ:
- Нет асбеста. их характерная особенность: низкая усадка и высокая воспроизводимость материала.
- асбест. практически обладают свойствами, близкими к асбестовым прокладкам по характеристикам: эластичность, теплостойкость и эластичность. В основном используется в качестве ремонтных комплектов.
- металл. считаются лучшими и наиболее эффективными. С помощью металлической прокладки наиболее равномерное распределение удельного поверхностного давления происходит на стыке по всей плоскости головки цилиндра и блок .
WGC охлаждающая жидкость насквозь дефектная прокладка;
- белый цвет дыма из выхлопных газов постоянно (не во время прогрева) является признаком попадания охлаждающей жидкости в цилиндр (ы);
- при проверке расширительного бака или на поверхности жидкости в радиаторе видны масляные пятна. наоборот, это означает, что масло попадает в систему охлаждения через неисправную прокладку;
- о попадании в систему охлаждения через выпускную прокладку головки цилиндров, скажем, пузырьков в радиаторе или расширительном бачке.
Вышеуказанные методы диагностики не обязательно являются доказательством неисправности. прокладки. UAZ. Замена прокладки ГБЦ УАЗ. Но обычно это типичные признаки того, что нужно заменанакладки на головублок . Как мы не хотели бы думать иначе.
Особенности замены прокладки Крышка цилиндра
Учитывая все текущие нюансы технологии, связанные с функциями двигателя, наберите прокладки
или монтаж болта, есть общие правила. Правила, которые являются универсальными при их заменепрокладки Головка блока цилиндров на любой машине.
Мы не будем утомлять вас подробным описанием того, какой болт и в каком направлении поворачивать. Все «хитрости» замены прокладки описано в руководстве специально для вашего типа двигателя. Продолжайте читать перед ремонтом.
И, самое главное, вам нужно постараться удовлетворить все требования производителя по сборке и разборке головки блока цилиндры
Разборка начинается с маркера в руке. Отключая все установленное, особенно конвейеры, не ленитесь и не полагайтесь на память, все проверяйте. На нашем сайте вы можете получить подробную информацию о ремонте УАЗ 3163 (Патриот) Замена прокладки ГБЦ. Это будет легче собрать.
При покупке прокладки головки блока цилиндров для замены убедитесь, что ее свойства рассчитаны на точный момент, который производитель двигателя назначает для затягивания болтов головки блока цилиндров;
Прежде чем откручивать крепежные болты, аккуратно удалите смазку. Вырыв ключа из гнезда грозит: травмой или поломкой шпинделя болта, а затем не обойтись без сверления;
мы начинаем откручивать крепежные болты от середины на 0,5 или 1 оборот каждый. Это сделано для снятия напряжения;
После того, как вы сняли головку цилиндров и заменили прокладку, мы переходим к обратной процедуре. Установка головкиблок должны проходить строго вдоль направляющих втулок или вдоль специальных канавок для выравнивания;
затяжек болты головки цилиндров Производится только с использованием динамометрического ключа по схеме, указанной производителем в руководстве, и строго по параметрам крутящего момента.
Двигатель ЗМЗ–4062
Болт крепления крышки коренного подшипника 100-110 (10,0-11,0)Гайка болта крепления крышек шатунов 68-75 (6,8-7,5)Болт крепления маховика 72-80 (7,2-8,0)Болт крепления головки блока цилиндров:
– первый этап 40-60 (4,0-6,0)– второй этап 130-145 (13,0-14,5)Болт крепления крышки распределительного вала 19-23 (1,9-2,3)Стяжной болт коленчатого вала (храповик) 104-128 (10,4-12,8)Болт крепления зубчатого колеса распределительного вала 56-62 (5,6-6,2)Гайка крепления впускной трубы 29-36 (2,9-3,6)Болт крепления передней крышки головки блока цилиндров 22-27 (2,2-2,7)Болт крепления шкива водяного насоса 22-27 (2,2-2,7)Болт крепления водяного насоса 22-27 (2,2-2,7)Болт крепления зубчатых колес промежуточного вала 22-27 (2,2-2,7)Гайка крепления ресивера к впускной трубе 19-23 (1,9-2,3)Гайка крепления выпускного коллектора 20-25 (2,0-2,5)Болт крепления масляного картера 12-18 (1,2-1,8)при обеспечении герметичности допускается момент 6 Н·м (0,6 кгс·м)
Болт крепления крышки головки блока цилиндров 5,0-8,0 (0,5-0,8)при обеспечении герметичности допускается момент 3 Н·м (0,3 кгс·м)Болт крепления сальникодержателя 12-18 (1,2-1,8)Болт крепления топливопровода с форсунками 5,0-8,0 (0,5-0,8)Болт крепления индуктивных датчиков 5,0-8,0 (0,5-0,8)Свеча зажигания 31-38 (3,1-3,8)Болт крепления стартера 67-75 (6,7-7,5)Гайка крепления кронштейнов генератора 12-18 (1,2-1,8)Болт крепления нажимного диска сцепления 20-25 (2,0-2,5)Болт крепления картера сцепления 42-51 (4,2-5,1)Болт крепления усилителя картера сцепления 29-36 (2,9-3,6)Болт крепления опоры вилки выключения сцепления 42-51 (4,2-5,1)
Прочие соединения
Гайка хомута регулировочной трубки рулевой тяги 15-18 (1,5-1,8)Палец нижнего рычага передней подвески 180-200 (18-20)Гайка оси верхнего рычага передней подвески 70-100 (7,0-10,0)Гайка пальца резьбового шарнира 120-200 (12,0-20,0)Болт и гайка крепления оси верхних рычагов 44-56 (4,4-5,6)Болт крепления колеса 100-120 (10-12)Гайка фланца ведущей шестерни заднего моста 160-200 (16-20)Болт крепления передней подвески к кузову 125-140 (12,5-14)Гайка крепления механизма рулевого управления 50-60 (5,0-6,0)Гайка крепления рулевого колеса 65-75 (6,5-7,5)Гайка крепления сошки механизма рулевого управления 105-120 (10,5-12)Болт крепления кронштейна маятникового рычага 50-62 (5,0-6,2)Болт и гайка крепления рулевой колонки к панели приборов 12-18 (1,2-1,8)Гайка клина рулевого управления 18-25 (1,8-2,5)Всасывающий штуцер насоса гидроусилителя рулевого управления 32-40 (3,2-4,0)Болт-штуцер клапана управления встроенного гидроусилителя рулевого управления 80-100 (8,0-10,0)Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)Гайка трубки сливного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)Гайка соединения наконечника нагнетательного шланга и шлангов силового цилиндра раздельного гидроусилителя рулевого управления 32-40 (3,2-4,0)Болт-штуцер сливного шланга встроенного гидроусилителя рулевого управления 80-100 (8,0-10,0)Болт крепления поворотного кулака, рычага и кронштейна 80-100 (8,0-10,0)Ограничитель поворота 80-100 (8,0-10,0)Гайка крепления оси толкателя педалей тормоза и сцепления 32-36 (3,2-3,6)Болт крепления тормозного щита заднего тормоза 65-80 (6,5-8,0)Болт крепления скобы переднего тормоза 110-125 (11,0-12,5)
Болт крепления колесного цилиндра заднего тормоза 8,0-18,0 (0,8-1,8)Гайка крепления регулятора давлениязадних тормозов 8,0-18,0 (0,8-1,8)Гайка крепления главного цилиндра тормозов 24-56 (2,4-5,6)Гайка крепления вакуумного усилителя 8,0-18,0 (0,8-1,8)Болт крепления шлицевой вилки заднего карданного вала 50-56 (5,0-5,6)Гайка крепления карданного вала к заднему мосту 27-30 (2,7-3,0)Гайка крепления поперечины промежуточной опоры к кузову 27-30 (2,7-3,0)Болт крепления промежуточной опоры к поперечине 12-18 (1,2-1,8)Гайка крепления коробки передач к картеру сцепления 50-62 (5,0-6,2)
Для остальных резьбовых соединений моменты затяжки следующие:
для М6 — 6–8 Н·м (0,6-0,8 кгс·м)для М8 — 14–18 Н·м (1,4-1,8 кгс·м)для М10 — 28–36 Н·м (2,8-3,6 кгс·м)для М12 — 50–62 Н·м (5,0-6,2 кгс·м)
Источник
Сборка
Сборку я начал с замены танчика на новый от газели, вкрутив в него штуцер на 18:
В штуцере внутри прошёлся сверлом на 15. Почувствуйте разницу:
Однако самое забавное, что теплее в машине зимой не стало. Причина мне видится в росте КПД двигателя после капиталки. То есть
до капиталки расход зимой был более 25 литров и даже с тонким штуцером тепла хватало, после капиталки расход упал раза в
полтора, отчего и тепла стало в полтора раза меньше. Так что несмотря на увеличенный штуцер теплее в машине не стало.
Однако, я так понимаю, если бы штуцер не поменял зимой было бы несколько прохладно.
В термостате напильником сточил дефекты литья, что на доли % улучшит циркуляцию ОЖ :
При откручивании крышки термостата один из болтов обломился, так что нарезал там резьбу на 10 и заменил болты:
Также слегка «раздрючил» канал подачи масла из отвестия до опоры оси коромысел (видно на фото), там были небольшие заусенцы:
Далее приступил к замене поршневых колец. Перед этим аккуратно соскоблил нагар с поршня (он, оказывается, алюминиевый):
Ощутимого износа на гильзах не было, хотя при первичной притирке, когда все поршни были в центральном положении, усилие
на шарманке ощутимо возрастало, так что износ таки имел место быть и сто тыс. км не прошли бесследно для гильз.
На поршнях износа не было, только мелкие потёртости, вероятно из-за попавшего нагара:
С заменой колец проблем не возникло, сверху старые, снизу новые — бузулук (Чехия):
Самое забавное, что старые кольца пружинили ненамного хуже новых, но имели износ в сечении. После замены колец устанавливаем
поршень обратно, не забыв про правильную ориентацию — надпись вперёд — вперёд, как ни странно, отверстие в шатуне должно
писять в сторону коллекторов, пассажира:
Гайки шатунов садим на резьбовой герметик. Крышку садим как была. Перед тем, как загонять поршень, сперва обстукиваем по
периметру оправку, а потом ручкой молотка аккуратно заталкиваем поршень.
Далее меняем сальниковую набивку. Я купил дешёвую за 15 рублей, поменял только в нижнем держателе, так как коленчатый вал
не снимал. Несмотря на всё на это эта 15 рублёвая набивка уже год держит синтетику ТНК 5в40 при периодической раскрутке
движка до 5000 об\мин. Насколько я понимаю набивка течёт при больших биениях, при сильном износе шеек и вкладышей.
По поводу течей масла рекомендую ознакомиться со статьёй «устранение течей масла».
Следующим этапом является установка ГБЦ на шпильки я намотал фум-ленты, по причине того, что это тефлон (фторопласт), а он
чрезвычайно химически стоек и достаточно термостоек. Вообще, на все шпильки/болты, склонные к закисанию я наматываю фум-ленту,
в нагруженных местах она порвётся, а полости заполнит, отчего в них не образуется ржавчина. Сама же фум-лента никуда не денется:
Также, абсолютно все шпильки в ГБЦ я обратно вкручивал также на фум-ленту.
Прокладку я поставил с треугольными окошками. С завода стояла такая же:
Прокладки с тонкими круглыми отверстиями действительно несколько улучшают циркуляцию ОЖ в районе 3-4 цилиндров, но их
я рекомендую тем, кто любит ездить на ХХ, и для кого 2500 — это запредельные обороты. Я же при езде страюсь держать движок
между 2 и 3 тыс. об\мин, холостые у меня 1000 об\мин.
Также применил небольшое ноу-хау, написал на башке порядок затяжки гаек :
Затягиваем поэтапно. Сперва затянул на 9кг. И очень не зря сразу залил тосол:
Оперативно протянул на 10 кг, течь прекратилась. Всё таки фомкой башку лучше не снимать :). Башку второй раз протянул после
первого прогрева на следующий день и потом через неделю. На десерт как положено через 1000 км. После каждой протяжки,
само-собой, регулируем клапана.
Порядок протяжки
В данном видео, вам покажут, схему затяжки ГБЦ. Рекомендуем к просмотру!
Овладение всеми подробностями этой технологии требуется исключительно для того, чтобы ваш автомобиль был на дороге надежным и безопасным. Такой порядок операций нужно соблюдать исключительно для того, чтобы точно состыковывать собственно головку и непосредственно блок цилиндров.
Во избежание появления различных перекосов, излишнего напряжения металлических фрагментов следует производить протяжку по следующим правилам.
Производим стабилизацию болтов посредством двух моментов:
- Первый заходом является затягивание болтов 1 — 10 посредством момента 3,5 — 4,1 кгс*м.
- Вторым заходом специалисты считают работу с этими же болтами, но с затяжкой посредством момента 10,5 — 11,5 кгс*м.
- Последний, третий момент – затягивание болта 11, моментом 3,5 — 4,0 кгс*м.
Проведение этих простых манипуляций со слесарным инструментом позволит вашему автомобилю быть надежным спутником в дороге. При затяжке головки в модели ВАЗ 2108 — 09, Samara порядок и последовательность затяжки соответствует классическим методикам, только в четыре захода.
Все этапы совершенно аналогичны, за исключением доворотов болтов дважды до уровня 90 0 .
Тюнинг двигателя
Моторы ЗМЗ-402 мало подходят для тюнинга из-за архаичной конструкции. Чтобы улучшить характеристики двигателя, необходимо увеличить подачу топлива и использовать распределительный вал с доработанным профилем кулачков.
Повышение мощности и момента ограничивает тяжелая поршневая группа, подрезка головки блока для увеличения степени сжатия под бензин А-95 или А-98 не дает выигрыша в динамике автомобиля.

Двигатель ЗМЗ 402 рассчитан на низовую тягу при крутящем моменте на низких оборотах.
Увеличение мощности
Применение нового распределительного вала и увеличение диффузоров карбюратора позволяет довести мощность до 120-130 л. с. без потери ресурса.
Установка компрессора на карбюраторные двигатели не практикуется из-за невозможности тонкой настройки системы подачи топлива. Перевод ЗМЗ-402 на распределенный впрыск экономически нерентабелен, в этом случае владельцы устанавливают на машины агрегаты ЗМЗ-406 или 1JZ-GTE.

Для повышения мощности мотора, поршневую систему меняют на стомиллиметровую.
Блок цилиндров (рис.1)
Блок цилиндров 4 составляет одно целое с верхней частью картера. Он отлит под давлением из высокопрочного алюминиевого сплава. Блок цилиндров разделен на две части горизонтальной перегородкой, в которой сделаны четыре отверстия для установки гильз цилиндров. Верхняя часть образует общую для всех цилиндров охлаждающую рубашку. По контуру рубашки имеется десять бобышек для шпилек крепления головки цилиндров. Нижняя (картерная) часть блока разделена на четыре отсека поперечными перегородками, в которые устанавливаются коренные подшипники коленчатого вала.
Коленчатый вал 55 установлен на пяти коренных подшипниках. Крышки 2 подшипников изготовлены из ковкого чугуна; каждая крышка крепится к блоку двумя шпильками диаметром 12 мм. В первой крышке торцы обработаны совместно с блоком для установки шайб 53 и 54 упорного подшипника. Все крышки имеют шипы, плотно входящие в пазы блока. Такая конструкция крышек подшипников и изготовление их из чугуна (коэффициент линейного расширения алюминиевого сплава вдвое больше, чем у чугуна) обеспечивают малое изменение рабочих зазоров в подшипниках при нагревании и охлаждении двигателя. Крышки подшипников растачиваются в сборе с блоком pи поэтому при ремонте их надо устанавливать на свои места. Для облегчения установки на всех крышках, кроме первой и пятой, выбиты их порядковые номера. Гайки шпилек крепления крышек затягиваются динамометрическим ключом с усилением 11-12 кгс-м.
Гнезда для подшипников распределительного вала 40 расположены в верхней левой части поперечных перегородок блока. Третья и четвертая перегородки имеют снизу наклонные плоскости для крепления масляного насоса.
В средней горизонтальной перегородке (с левой стороны) просверлены восемь отверстий для толкателей 39 штанг клапанов: четыре отверстия, выполненные в отливке, соединяют полости клапанной камеры и камеры толкателей с масляным картером.
Камера толкателей закрыта штампованной из листовой стали крышкой. Крышка по контуру уплотняется пробковой прокладкой и крепится к блоку двумя шпильками, под гайки которых поставлены фибровые уплотняющие прокладки.
С левой стороны блока отлиты приливы для установки масляного фильтра, бензинового насоса, привода распределителя и бобышка для указателя уровня масла. С правой стороны (в верхней картерной части стенки блока) расположен прилив, через который проходит продольный масляный канал.
Бобышки для крепления кронштейнов двигателя расположены в передней части блока с правой и левой сторон. На правой стороне спереди предусмотрены две бобышки для крепления генератора. Нижний фланец блока снабжен шпильками диаметром 8 мм для крепления масляного картера.
К передней стенке блока на паронитовой прокладке крепится отлитая из алюминиевого сплава крышка 43 распределительных шестерен. В отверстие в крышке для выхода носка коленчатого вала запрессована обойма с самоподтягивающимся резиновым сальником 44.
К заднему торцу блока шестью болтами крепится отлитый также из алюминиевого сплава картер сцепления. Точное расположение картера сцепления, необходимое для правильной работы коробки передач, обеспечивается двумя установочными штифтами диаметром 13 мм. Задний торец картера сцепления и отверстие в нем для установки коробки передач для обеспечения соосности первичного вала коробки передач с коленчатым валом обрабатываются в сборе с блоком 4, и поэтому картеры сцепления не взаимозаменяемы.
Цилиндры двигателя выполнены в виде легкосъемных мокрых гильз 6, отлитых из серого чугуна. Для повышения износостойкости гильза в верхней части снабжена вставкой из коррозионностойкого чугуна. Длина вставки 50 мм, толщина ее стенки 2 мм.
Гильза вставляется в гнездо блока нижней частью, диаметр которой равен 100 мм. В плоскости нижнего стыка гильза уплотнена прокладкой 5 из мягкой меди толщиной 0,3 мм, а по верхнему торцу — прокладкой головки цилиндров. Для надлежащего уплотнения верхний торец гильзы выступает над плоскостью блока на 0,034-0,089 мм. При этом красномедная прокладка должна быть обжата. Для надежного уплотнения необходимо, чтобы разница в выступании гильз над плоскостью блока на одном двигателе была в пределах 0,025 мм. Это достигается (на заводе) сортировкой гильз цилиндров по высоте (от нижнего стыка до верхнего торца) и блоков по p pглубине проточки под гильзу (от его верхнего торца) на две группы. При смене гильз у цилиндров равномерность выступания можно обеспечить подбором красномедных прокладок соответствующей толщины.