Краткие сведения о технологии расточки
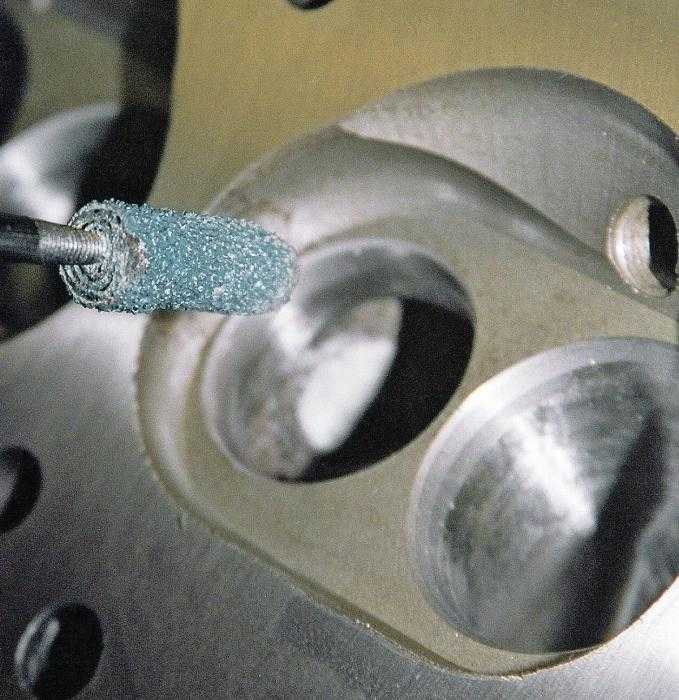
- Применяемый инструмент – шаровые фрезы подходящего диаметра (31-32, 29 мм), шарошки, наждачная бумага.
- Нюансы выполнения – обработка имеет место быть только после расточки коллекторов и только по фасонному контуру, который получается после предварительной стыковки.
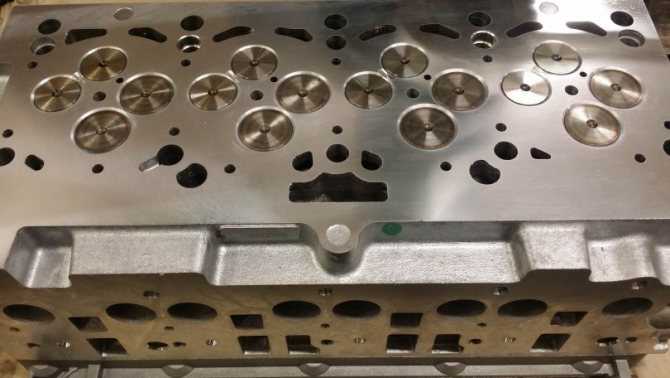
- Основные операции – фрезерование всех каналов со стороны коллектора и камер сгорания с последующей шлифовкой только выпускных.
- Выдерживаемые размеры: впуск – 31-32 мм; выпуск – 29 мм.
- Подводные камни – во впускном канале четвертого цилиндра вскрывается маслоканал, подлежащий «завтуливанию»; рубашка охлаждения пролегает довольно близко и при превышении размеров может быть вскрыта (восстановлению такая ГБЦ не подлежит).
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам
Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
https://youtube.com/watch?v=HTLhrCv6Lq8
Техобслуживание и диагностика ГБЦ
Соблюдение температурного режима и своевременное проведение сервисных регламентных мероприятий обеспечит бесперебойную работу головки блока цилиндров на протяжении всего срока службы двигателя. Основные операции по обслуживанию головки блока цилиндров связаны с газораспределительным механизмом, подверженным наибольшим механическим и тепловым нагрузкам.
Следует упомянуть о:
нормальном функционировании клапанов; контроле эластичности сальников клапана; сальниках шкивов распредвала; и, самое важное, целостности прокладки ГБЦ. Повреждения прокладки головки блока цилиндров – самая распространенная неисправность
Она может прогореть, и тогда в ней появляются каналы, по которым жидкости и газы начинают перемешиваться. Например, охлаждающая жидкость может попадать в камеру сгорания
Повреждения прокладки головки блока цилиндров – самая распространенная неисправность. Она может прогореть, и тогда в ней появляются каналы, по которым жидкости и газы начинают перемешиваться. Например, охлаждающая жидкость может попадать в камеру сгорания.








Диагностировать такую неисправность можно по беловатому цвету выхлопных газов. Если есть сомнения, то надо выкрутить свечи зажигания и внимательно их рассмотреть. Одна из них (в том цилиндре, где появилась течь) будет отличаться цветом и состоянием электродов от остальных.
Еще бывает, что масло попадает в антифриз. При этом последний теряет свои свойства, и мотор начинает перегреваться. Охлаждающая жидкость бурлит, меняет цвет, начинает выдавливаться через пробку расширительного бачка или радиатора. Если же тосол попадает в масло, то оно пенится, на поверхности образуется эмульсия, при этом смазывающие свойства значительно ухудшаются.
Ранняя диагностика и ремонт в начале проявления неисправности существенно продлят жизнь головке блока цилиндров
После ремонта особое внимание обратите на порядок и момент затяжки болтов ГБЦ. Подробно процесс описан в руководстве по ремонту
В некоторых случаях ремонт возможен только после демонтажа головки. Рассмотрим их подробнее:
- расточка и хонингование цилиндров;
- замена направляющих втулок клапанов и их седел;
- замена клапанов или притирка рабочих фасок к седлам;
- проточка или шлифовка седел;
- проточка привалочных плоскостей ГБЦ;
- замена пробитой прокладки ГБЦ;
- заваривание микротрещин и дефектов в корпусе головки блока цилиндров.
Большинство ремонтных работ, связанных с головкой блока цилиндров, требует высокой квалификации мастера и специализированного инструмента. Поэтому тщательно взвесьте все за и против, прежде чем самостоятельно браться за сложные операции.
В некоторых случаях ошибка может стать фатальной, и придется покупать новую ГБЦ. Самая трудоемкая операция связана с демонтажем изношенных направляющих втулок и запрессовкой новых.
Перед выполнением операции головка должна быть нагрета до определенной температуры. Превышение температурного порога чревато ее короблением и выходом из строя. Особенно это касается силуминовых ГБЦ.
Направляющие втулки, наоборот, должны быть глубоко охлаждены. Тепловая деформация металла позволяет смонтировать их в посадочные места, а после выравнивания температур появляется требуемый натяг детали.
Гораздо проще выполнить операцию замены втулок (подшипников скольжения) шкива маслонасоса. По крайней мере, здесь не надо создавать специальный температурный режим сопрягаемых деталей.
Конструкция детали: что входит в ГБЦ
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.









Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.
Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.
Шлифовка гбц своими руками как отремонтировать megasos фото и видео
Смотрите видео
https://www.youtube.com/watch?v=d4HCpb_DJ94
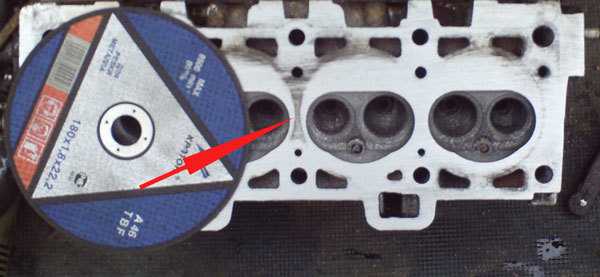
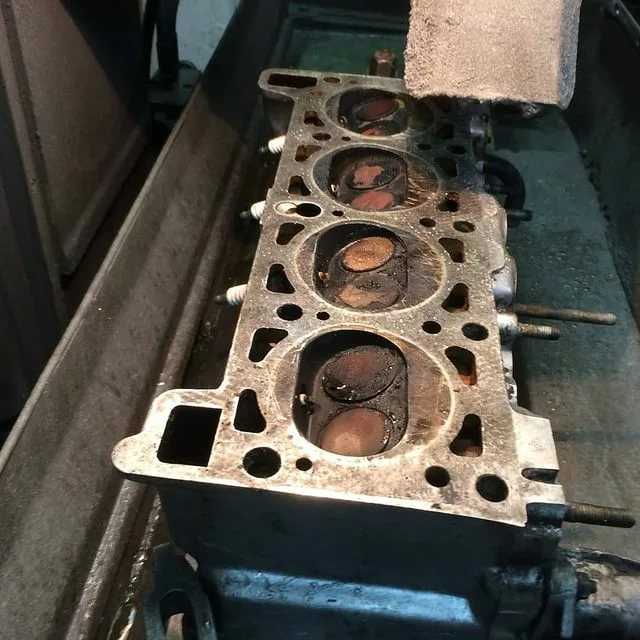
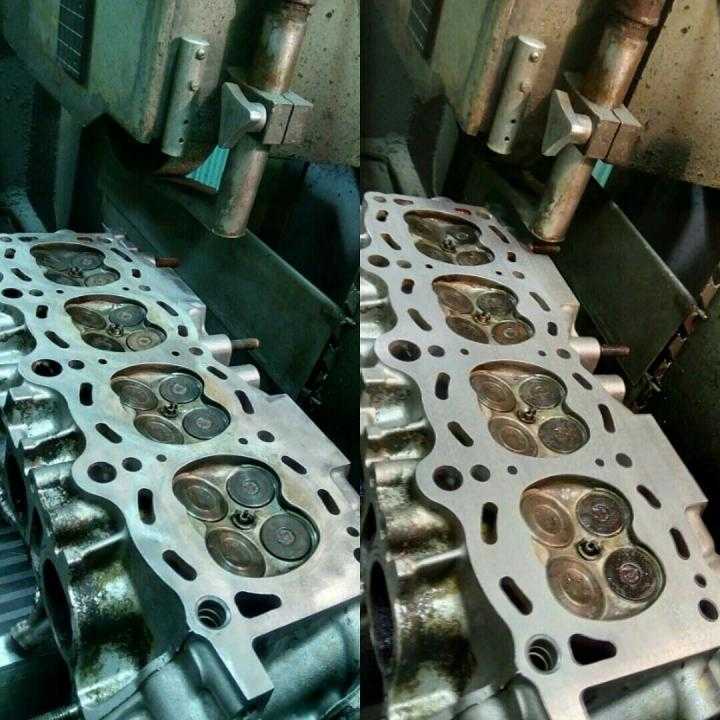
Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки гбц. Да и видно, что поверхность блока имеет не ровную поверхность, где-то даже просевшую, и с завода фрезеровка совсем не радует … слишком кустарно отфрезеровали. Если клапана плохо притёрты, то будет недостаточное разряжение на манометре, так как через клапаны прорывается воздух. Чтобы понять, что клапан достаточно притерся, необходимо оценить визуально поверхность места установки и торцевой части клапана. Далее снимаем со шкива ремень грм, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала.
Шлифуем гбц в гаражных условиях повторять опасно
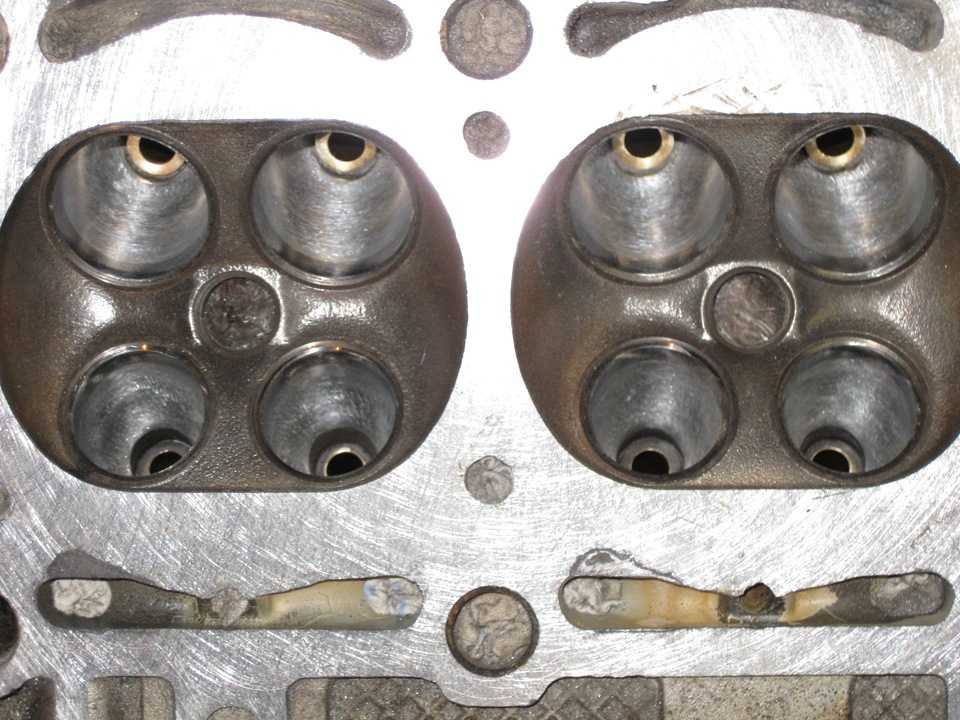
Замена клапанов гбц процедура рассухаривания и замены клапанов по статистике чаще всего проводится на старых отечественных авто и иномарках. Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. Поэтому лучше не полениться, отшлифовать головку и ездить спокойно не думая о скором прогаре прокладки. Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя.
Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое. Притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена. Нужно соотносить размер поверхности к определённому диаметру круга, тогда залог успеха вам 100% обеспечен.
Шлифовка головки двигателя мастер класс
Для установки новых втулок вам потребуется: оправка для установки; смазка (можно использовать обычное моторное масло); молоток. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки гбц и предварительной промывки клапанов. Белым лучше алюмений тереть, он нежней и не оставляет глубоких рисок, зелёный по сильней и средние риски. Планирую взять круг диаметром 250мм 25а пп 250х16х32 f60 (25) см — (электрокорунд белый) или млжет стоит взять 64с (карбид кремния зеленый) ?









Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Остается только отшлифовать головку до затирки всех неровностей, обязательно диск водите по всей длине головки и не пытайтесь тереть только в одном месте. Всё получится, сложного нет нечего, главное равномерно тереть и круг выбрать соответствующего диаметра под определённый размер обрабатываемой поверхности. Но все эти нюансы мы рассматривать не будем, а остановимся на самых характерных поломках крупных узлов и элементов.
Новости
Уважаемые господа!
В эти непростые времена компания VH-DAF намерена помочь перевозчикам преодолеть сложную экономическую ситуацию, оптимизировав расходы при ремонте двигателя. Мы готовы предложить новую услуга сервиса – восстановление посадочного места под гильзу на двигателях грузовиков. Операция по проточке посадочного места под гильзу в блоке цилиндров, как и весь процесс капитального ремонта двигателя – сложный процесс, требующий глубоких знаний устройства двс и технологий ремонта, а также высококачественных инструментов и оснастки.
Блок цилиндров и гильзы являются важными компонентами двс, и требуют особого внимания при капитальном ремонте. О некоторых нюансах диагностики этих компонентов подчас забывают (или не знают) неподготовленные механики.
- Правильная оценка (измерение) высоты вылета гильзы над блоком требует наличия соответствующего специального инструмента, знаний и навыков.
- В процессе эксплуатации двигателя гильза цилиндра подвергается различным нагрузкам – тепловым, динамическим. Под действием этих нагрузок даже в режимах нормальной эксплуатации гильза может просесть, что является результатом кавитационного износа посадочного места гильзы в блоке цилиндров. Последствия такой просадки гильзы – прорыв газов в рубашку охлаждения, в отдельных случаях – трещина в гильзе.
Таким образом:
- По требованиям завода изготовителя проверка высоты вылета гильзы над блоком цилиндров необходима при всех ремонтах двигателя, связанных с демонтажом/монтажом головки блока цилиндров, а также заменой гильз цилиндров.
- По результатам замеров можно судить о: возможности дальнейшей эксплуатации блока цилиндров двигателя, необходимости замены стандартной гильзы цилиндров на ремонтную, необходимости восстановления опорной поверхности гильзы цилиндров в блоке.
Восстановление (проточка) посадочного места под гильзу может производиться путём снятия двигателя с автомобиля, частичной или полной разборки, транспортировки блока цилиндров в специализированную мастерскую – весьма трудоёмкий и затратный способ. Гораздо более быстрый и удобный метод восстановления блока цилиндров – без демонтажа с автомобиля, с использованием высокоточного мобильного оборудования, обеспечивающего обработку посадочного места гильзы в соответствии с требованиями завода изготовителя.

ПРЕДУПРЕЖДЕНИЕ от завода-изготовителя!
При игнорировании требований по высоте вылета гильзы над блоком ремонт двигателя скорее всего снова потребуется в ближайшее время с большими финансовыми затратами.
Восстановление посадочного места под гильзу в блоке цилиндров предлагается как в мастерской сервиса компании VH, так и с возможностью выезда к клиенту. Высокое качество работ гарантируется.
Первичную техническую информацию по процедуре восстановления Вы можете получить
по телефону доб. 2101, 2114.
Нюансы замены прокладки
На некоторых ресурсах советуют изучить прокладку, чтобы узнать, какие именно повреждения на ней образовались. Это, на самом деле, лишь трата времени, ведь указанный элемент не ремонтируется. Просто выбросьте старую и поставьте новую.
На последнем моменте необходимо остановиться. Удалив старый уплотняющий элемент, хорошенько очистите располагающуюся под ним поверхность. При нужде обработайте тонкой шкуркой – только на идеальное ровное основание есть смысл устанавливать приобретенную прокладку. Малейшая выпуклость, даже при правильной затяжке, спровоцирует течь.
До возврата на место головки убедитесь, что все клапаны вашего автомобиля ВАЗ исправны
Особе внимание уделите сальникам – изношенные лучше сразу заменить. Если на машине используется прокладка нового образца, то ее монтируют на герметик – нанесите его по периметру с обеих сторон
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.










Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
https://youtube.com/watch?v=0KCUO0E9_vk
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
https://youtube.com/watch?v=YAUEuXXcm5c
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
https://youtube.com/watch?v=QBZ7-gY6E3Q
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.








Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.





