Задиры в головках блока цилиндров
В головках блока цилиндров (ГБЦ) принцип появления такой же, как и в КШМ – из-за падения давления масла в подшипниках скольжения возникает контакт металлов. Но ГБЦ наиболее удалены от масляного насоса, а значит давление масла в первую очередь падает именно там, и, соответственно, задиры появляются в первую очередь.
ГБЦ современного двигателя Audi/VW
Так выглядит ГБЦ современного, 4-ёхцилиндрового двигателя Audi/VW. Выпускной коллектор интегрирован в саму ГБЦ, чтобы уменьшить потери тепловой энергии (увеличить давление и скорость потока в выпускной системе).
ГБЦ в разборе
Первое место, где образуются задиры из-за падения давления масла или перегрева – это распредвалы (3 и 4) и пастели распредвалов (5 и 6). Они кладутся в ГБЦ (1) и накрываются крышкой (2).Кстати, про перегрев – даже при исправной подаче масла, при отсутствии должного охлаждения (например, утечка охлаждающей жидкости (антифриза, хладагента)) перегрев приведёт к разному искривлению ГБЦ и распредвалов, вследствие чего образуются задиры и в дальнейшем это приведёт к заклиниванию валов и обрыву привода ГРМ (цепи или ремня).Как это диагностируется? Без разбора – почти никак… Если работа без масла или в режиме перегрева была долгой, то через крышку маслозаливной горловины на кулачках распределительных валов будут видны задиры, а может быть даже изменение цвета металла.
Подготовка поверхности
Перед нанесением покрытия поршни должны быть тщательно очищены от воды, масла и иных загрязнений, попавших на поверхность в процессе изготовления. Для оптимального результата очистку рекомендуется проводить с помощью Специального очистителя-активатора MODENGY или механических приспособлений. Возможно применение ультразвуковых ванн.
Если названные продукты не обеспечивают удаление всех загрязнений с поверхности поршня, то процесс очистки может включать:
- Горячую щелочную мойку (+50…+60 °С)
- Промывку деионизированной водой
- Обдув горячим воздухом (+60 °С)
После очистки недопустимо прикасаться к поверхностям, на которые будет нанесено покрытие. Попадание даже незначительного количества загрязнений или масла с пальцев рук может повлиять на адгезию материала.

Что такое поршень двигателя внутреннего сгорания автомобиля?
Устройство детали включает в себя три составляющие:
- Днище.
- Уплотняющая часть.
- Юбка.
Указанные составляющие имеются как в цельнолитых поршнях (самый распространенный вариант), так и в составных деталях.
Днище
Днище — основная рабочая поверхность, поскольку она, стенки гильзы и головка блока формируют камеру сгорания, в которой и происходит сжигание топливной смеси.
Главный параметр днища — форма, которая зависит от типа двигателя внутреннего сгорания (ДВС) и его конструктивных особенностей.
В двухтактных двигателях применяются поршни, у которых днище сферической формы – выступ днища, это повышает эффективность наполнения камеры сгорания смесью и отвод отработанных газов.
В четырехтактных бензиновых моторах днище плоское или вогнутое. Дополнительно на поверхности проделываются технические углубления – выемки под клапанные тарелки (устраняют вероятность столкновения поршня с клапаном), углубления для улучшения смесеобразования.
В дизельных моторах углубления в днище наиболее габаритны и имеют разную форму. Такие выемки называются поршневой камерой сгорания и предназначены они для создания завихрений при подаче воздуха и топлива в цилиндр, чтобы обеспечить лучшее смешивание.
Уплотняющая часть предназначена для установки специальных колец (компрессионных и маслосъемных), задача которых — устранять зазор между поршнем и стенкой гильзы, препятствуя прорыву рабочих газов в подпоршневое пространство и смазки – в камеру сгорания (эти факторы снижают КПД мотора). Это обеспечивает отвод тепла от поршня к гильзе.
Уплотняющая часть
Уплотняющая часть включает в себя проточки в цилиндрической поверхности поршня — канавки, расположенные за днищем, и перемычки между канавками. В двухтактных двигателях в проточки дополнительно помещены специальные вставки, в которые упираются замки колец. Эти вставки необходимы для исключения вероятности проворачивания колец и попадания их замков во впускные и выпускные окна, что может стать причиной их разрушения. Перемычка от кромки днища и до первого кольца именуется жаровым поясом. Этот пояс воспринимает на себя наибольшее температурное воздействие, поэтому высота его подбирается, исходя из рабочих условий, создаваемых внутри камеры сгорания, и материала изготовления поршня.










Число канавок, проделанных на уплотняющей части, соответствует количеству поршневых колец (а их может использоваться 2 — 6). Наиболее же распространена конструкция с тремя кольцами — двумя компрессионными и одним маслосъемным.
В канавке под маслосъемное кольцо проделываются отверстия для стека масла, которое снимается кольцом со стенки гильзы.
Вместе с днищем уплотнительная часть формирует головку поршня.
Вас также заинтересует:
- Кривошипно-шатунный механизм двигателя внутреннего сгорания
- Что такое компрессия и степень сжатия двигателя
- Датчик положения распределительного вала: признаки неисправности
Юбка
Юбка выполняет роль направляющей для поршня, не давая ему изменить положение относительно цилиндра и обеспечивая только возвратно-поступательное движение детали. Благодаря этой составляющей осуществляется подвижное соединение поршня с шатуном.
Для соединения в юбке проделаны отверстия для установки поршневого пальца. Чтобы повысить прочность в месте контакта пальца, с внутренней стороны юбки изготовлены специальные массивные наплывы, именуемые бобышками.
Для фиксации пальца в поршне в установочных отверстиях под него предусмотрены проточки для стопорных колец.
Добро пожаловать на VAZ.EE+ Extended Edition
С мая 2013 года наш портал расширил тематические разделы форума по обмену опытом: добавлены подфорумы Американцы, Корейцы, Немцы, Французы, Японцы, в связи с увеличением автопарков наших посетителей.
Помимо изменения стиля, наш Чат, Почта, Развлекательные и фото/видео разделы, Литература стали встроенными и не трубеют отдельной регистрации. Кроме этого, есть и другие полезные и приятные новшевства с которыми Вы все можете ознакомиться при посещении портала.
С вопросами и предложениями можете обращаться к администрации в специальном разделе форума или через форму обратной связи.
Шлифовка крупных дефектов, выравнивание плоскости.
На первом шаге мы должны снять большой объем металла, для этого нам нужна производительная угловая шлифовальная машина.
Для выравнивания плоскости удобно использовать мягкую опорную тарелку арт. 50099 (она отлично «держит» плоскость) и самые экономичные круги на липучке с оксидом алюминия от компании Deerfos Р120 .
Теперь мы можем переходить к более деликатной обработке поверхности с помощью орбитальной шлифовальной машины.
Понижение шероховатости с помощью ОШМ
Обработка плоских поверхностей с помощью ОШМ имеет неоспоримые преимущества перед традиционной шлифовкой с помощью УШМ:
— Соблюдение геометрии поверхности, без искажений плоскости— Абсолютная равномерность обработки— Легкий контроль за обработкой, благодаря умеренной агрессивности.
Так как такой способ обработки менее агрессивен, то мы начнем с той же зернистости, на которой закончили предыдущий этап — Р220.
Такое чередование шагов позволит нам довольно быстро и легко сделать поверхностью абсолютно равномерной и хорошо подготовить ее к полировке.
Теперь наше изделие подготовлено к последнему, самому ответственному этапу.
Полировка.
Чтобы получить максимально качественную поверхность, мы будем проводить полировку в два этапа: предварительная и финишная.
На первом этапе мы используем нашу УШМ Metabo , круги из плотного белого войлока арт. 10069 и белую полировальную пасту арт. 10074 (обороты 2500 об/мин).










Такое сочетание войлока и пасты позволяет удалить все риски от предварительной шлифовки поверхности и подготовить ее к финишному полированию.
Финишная полировка будет выполняться тем же инструментом и самыми мягкими полировальными фланелевыми кругами , собранными на специальном переходнике (или используйте готовый набор ).
Одна из лучших паст для финишного полирования любых металлов — Полировальная паста 3M Marine 09019 .
Сочетание фланелевых кругов с финишной пастой удаляет с поверхности мельчайшие дефекты от предварительной полировки, делает ее равномерной и придает максимальный глянец.
Поршневые кольца
Поршневые кольца обеспечивают плотное подвижное соединение поршня с цилиндром. Они предотвращают прорыв газов из надпоршневой полости в картер и попадание масла в камеру сгорания. Различают компрессионные и маслосъемные кольца.
Компрессионные кольца (два или три) устанавливают в верхние канавки поршня. Они имеют разрез, называемый замком, и поэтому могут пружинить. В свободном состоянии диаметр кольца должен быть несколько больше диаметра цилиндра. При введении в цилиндр такого кольца в сжатом состоянии оно создает плотное соединение. Для того чтобы обеспечить возможность расширения установленного в цилиндре кольца при нагревании, в замке должен быть зазор 0,2…0,4 мм. С целью обеспечения хорошей приработки компрессионных колец к цилиндрам часто применяют кольца с конусной наружной поверхностью, а также скручивающиеся кольца с фаской на кромке с внутренней или наружной стороны. Благодаря наличию фаски такие кольца при установке в цилиндр перекашиваются в сечении, плотно прилегая к стенкам канавок на поршне.
Маслосъемные кольца (одно или два) удаляют масло со стенок цилиндра, не позволяя ему попадать в камеру сгорания. Они располагаются на поршне под компрессионными кольцами. Обычно маслосъемные кольца имеют кольцевую канавку на наружной цилиндрической поверхности и радиальные сквозные прорези для отвода масла, которое по ним проходит к дренажным отверстиям в поршне (см. рис. а). Кроме маслосъемных колец с прорезями для отвода масла используются составные кольца с осевыми и радиальными расширителями.
Для предотвращения утечки газов из камеры сгорания в картер через замки поршневых колец необходимо следить за тем, чтобы замки соседних колец не располагались на одной прямой.
Поршневые кольца работают в сложных условиях. Они подвергаются воздействию высоких температур, а смазывание их наружных поверхностей, перемещающихся с большой скоростью по зеркалу цилиндра, недостаточно. Поэтому к материалу для поршневых колец предъявляются высокие требования. Чаще всего для их изготовления применяют высокосортный легированный чугун. Верхние компрессионные кольца, работающие в наиболее тяжелых условиях, обычно покрывают с наружной стороны пористым хромом. Составные маслосъемные кольца изготавливают из легированной стали.
Основные причины выхода поршней из строя
Поршень представляет собой подвижный элемент, перемещающийся между нижней и верхней точкой цилиндра. Движение поршня возникает вследствие давления газов при сгорании воздушно-топливной смеси.
В процессе работы поршень нагревается и существенно увеличивается в размерах из-за расширения металла. Избежать заклинивания внутри цилиндра позволяет консусообразная конструкция детали. Максимально увеличенная в диаметре нижняя часть поршня (юбка) нагревается и расширяется не так сильно, как головка. В результате при высоких температурах поршень приобретает цилиндрическую форму и свободно перемещается внутри цилиндра.
Охлаждению поршней способствует циркуляция моторного масла. При его дефиците ЦПГ перегревается, поршни увеличиваются в размерах и испытывают повышенное трение о стенки цилиндров. В результате на взаимодействующих поверхностях появляются многочисленные задиры, могут возникнуть заедания и заклинивания.
Возможные причины перегрева поршней:
- Нарушение циркуляции моторного масла и охлаждающей жидкости
- Выход из строя термостата
- Засорение радиатора
- Повреждение помпы
- Неисправность вентилятора охлаждения
При недостатке смазки поршневой палец приобретает синий цвет, в зоне бобышек возникают зазоры. Перегрев головки поршня между нижней частью поршня и верхней канавкой компрессионного кольца ведет к образованию задиров.
Подобные неисправности могут появляться не только из-за общего перегрева двигателя, но и по причине использования несоответствующего (низкооктанового) топлива, нарушения регулировки топливных форсунок, неисправности системы зажигания и т.д.
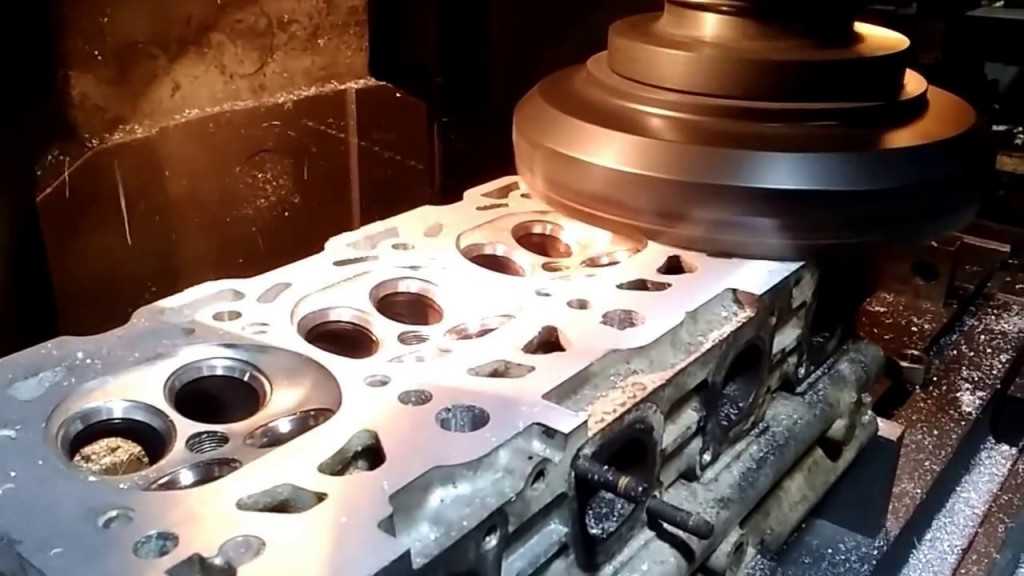
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.
ВАЖНО. Излишне снятый слой металла во время шлифовки может окончательно вывести деталь из строя, поэтому выполнять процедуру самостоятельно без наличия определённых навыков специалисты не рекомендуют
Умело и тщательно отшлифованная ГБЦ, при условии правильной эксплуатации и обслуживания двигателя, прослужит автовладельцу не один десяток тысяч километров. Нарушение технологии процедуры потребует её повторного проведения через непродолжительное время.










Источник
Полировка поршневой
Автор темы Виталь, 8.1.2007, 11:59
Пользователи-2
592 cообщений
#2 aka rus
Пользователи-2
2 966 cообщений
13
Сообщение добавлено 8.1.2007, 12:16
смысла нет, точи блок, подбирай правильно поршня (чтобы вес был одинаковый) и все
зы:полировка против нагара всеравно непоможет
Ничто не дается так дешево как хочется
тачка тюненая/ремонтированая в специалезированных мастерских — это кусок железа, тачка которую тюнил/ремонтировал своими руками — это часть тебя
Супермодераторы
13 415 cообщений
45
Сообщение добавлено 8.1.2007, 15:11
Пользователи-2
133 cообщений
Супермодераторы
13 415 cообщений
45
Сообщение добавлено 8.1.2007, 15:38
#6 korish
Пользователи-2
238 cообщений
Сообщение добавлено 8.1.2007, 15:45
По автомобильной поршневой судить не могу, потому, что сам не полировал. Но у меня есть мопед Honda DIO-27ZX так вот на нем, когда поршень полирнул перестал нагар образовываться, точнее его меньше на порядок стало накапливаться. Еще могу сказать что динама чуть поднялась, про детонацию ничего не скажу, потому что ее трудно услышать, если вообще возможно.
Мой совет попробовать, я когда капиталить буду свою, то обязательно палирну.
Палировал пастой гойя до зеркального блеска.Благо там 1 поршень.
#7 STURM
Пользователи-2
2 cообщений
Сообщение добавлено 8.1.2007, 15:51
По автомобильной поршневой судить не могу, потому, что сам не полировал. Но у меня есть мопед Honda DIO-27ZX так вот на нем, когда поршень полирнул перестал нагар образовываться, точнее его меньше на порядок стало накапливаться. Еще могу сказать что динама чуть поднялась, про детонацию ничего не скажу, потому что ее трудно услышать, если вообще возможно.
Мой совет попробовать, я когда капиталить буду свою, то обязательно палирну.
Палировал пастой гойя до зеркального блеска.Благо там 1 поршень.
Нагара меньше стало потомучто ты наверно колечки поменял. вот и стало меньше нагара лететь )
и это первое время его меньше. даже не на запалеровоном поршне
Источник статьи: http://www.vaz.ee/forum/topic16085.html










Полировка поршневой группы
Много
сказано, написано о тюнинге, но,
большинство забывают, что
прежде, чем грешить на ходовые
качества базовой модели
скутера, надо убедится, что всё
в ней настроено на максимальную
отдачу, заменены все
потенциально изношенные детали,
прочищен карбюратор, вариатор,
стоит неизношенный ремень, не
забиты нагаром продувочные
окна и глушитель, сняты все
глушилки, поставленные нарочно
и являющиеся следствием
конструктивной особенности.
Поверьте, скутер способен на
большее и без увеличения объёма
цилиндра, (что неминуемо ведёт к
его преждевременному износу
колена.) Яркий пример- Ожог,
который отдраил свою DIO по
максимуму, а потом не узнал её.
Именно один из вариантов такого
«тюнинга» и хочу вам
предложить.
Речь о полировке поршня и
крышки цилиндра.
Что это даёт?
-
на
отполированный поршень не
налипает в таких количествах
нагар, ему, попросту не за что
зацепиться, следственно не
увеличивается его масса и не
закоксовываются кольца. -
то
же относится и к крышке
цилиндра, нагар ей так же
вреден. - смесь
влетает и вылетает с большей
скоростью, соответственно
увеличиваются максимальные
обороты.
По-хорошему,
необходимо полировать и каналы,
по которым она летает (об этом
потом), но полировка поршня и
крышки не менее полезна — нагар —
штука очень вредная для
двухтактника.
Итак. Берём скутер и везём его в
гараж к приятелю. (Надеюсь, Вы не
хотите, чтобы скутер сгнил в
вашей ракушке за зиму и храните
его дома?) Развинтим скутер,
снимем головку цилиндра. Очень
важный момент! После снятия
горшка, возьмите ЧИСТУЮ
тряпочку и проложите отверстие
под шатуном, чтобы, не дай Бог,
ничего не упало внутрь, а то
запахнет половининьем
двигателя. Аккуратненько
отцепляем острым предметом
стопорное кольцо (а это не
просто, не погните его),
вытаскиваем палец и игольчатый
подшипник. Затем накрываем всю
эту радость чистой тряпочкой.
Постоянно помните, маленькая
песчинка, попавшая внутрь,
потом может просто задрать
зеркало цилиндра. Вытащив
поршень, вооружимся очень
мелкой шкуркой и начинаем
счищать нагар. Впрочем, если он
не отваливается хлопьями, а это
вполне возможно.
Сняв
нагар, берём ещё более мелкую
шкурку и доводим поверхность
поршня до матового состояния.
Затем
вооружаемся толстым войлочным
кругом, смазываем его сначала
грубой пастой (такие наборы
можно купить на автомобильном
рынке, состоят из 2 блочков
пасты и 2 кружков- войлочного и
тряпичного) и начинаем
аккуратно полировать при
помощи электродрели.
Таким
образом доводим поверхность до
относительно блестящего
состояния, проследив, чтобы не
осталось явных царапин от
шкурки, иначе следующая
процедура теряет смысл. Затем,
вооружившись тряпичным кругом
и более мелкой пастой, доводим
поверхность поршня до
абсолютно зеркальной
поверхности.
Кстати,
тут можно снять кольца, промыть
их и, главное, промыть от нагара
канавки под кольца, кисточкой
или обломком кольца, но не
острыми предметами.
Обязательно запомните где и
какой стороной стояли кольца,
это имеет значение. Всё то же
самое стоит проделать с
головкой цилиндра.
В
общем, секретов тут немного.
Главный из них —
последовательность, т.е.,
сначала берём относительно
крупную шкурку, потом нулёвку,
сначала используем более
грубую пасту, потом чисто
полировочную.
И,
конечно, всё надо делать в
условиях чистоты. Гаражный
песок — страшный враг скутера.
Особенно его не переваривают
кольца и зеркало цилиндра. Их от
него коробит!
При установке поршня на место
проверьте, действительно ли
хорошо село стопорное кольцо,
если возникают хоть малейшие в
этом сомнения, вытащите и
вставьте его заново! Когда
кольцо срывает, оно
перемалывает всё. У меня такое
было. Кстати, если прокладка во
время разборки порвалась,
последите за тем, чтобы
материал, из которой будете
стругать новую, был аналогичной
толщины, в этом деле важны доли
миллиметра.
Опять же, при сборке, будьте
внимательны и следите за тем,
чтобы кольца были установлены
правильно. Если не лезет
цилиндр, ни в коем случае не
пытайтесь натянуть его силой (как
я однажды сделал), если кольца
стоят правильно и не упираются
в стопорную шпонку, цилиндр
одевается легко и
непринуждённо. Делая это, как
следует всё смажьте маслом.
Текст:
LAPA Фото: LAPA
Источник www.moto.km.ru
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
https://youtube.com/watch?v=CIOcEfi8qa8
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.










Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
Источник





