6.1.1 Общие вопросы безопасности труда
Создание безопасных и здоровых условий труда на каждом рабочем месте является главной задачей всех руководящих и инженерно-технических работников сельскохозяйственных предприятий. Администрация обязана соблюдать требования государственных стандартов, норм и правил по охране труда, осуществлять мероприятия по технике безопасности и производственной санитарии, принимать необходимые меры по предупреждению несчастных случаев.
Важнейшее значение имеет обучение работающих безопасности труда, которое осуществляется в соответствии с ГОСТ 12.0.004–90 на всех предприятиях и в организациях, независимо от степени опасности. Вновь принятых или меняющих работу рабочих должны обучать в учебных мастерских (в цехах, на участках) безопасным приёмам работы инструкторы, на рабочем месте – высококвалифицированный рабочий, бригадир, мастер, имеющий соответствующую подготовку. Производственное обучение производится с помощью инструктажей.
Различают следующие виды инструктажа:
1) вводной инструктаж (его проводит инженер по охране труда со всеми приглашаемыми на работу);
2) первичный инструктаж (на рабочем месте до начала производственной деятельности);
3) повторный инструктаж (со всеми рабочими по безопасным приёмам и методам работы);
4) внеплановый инструктаж (в случаях введения новых или переработки стандартов, правил, инструкций, замены оборудования инструмента и т.п., при аварии, травме, пожаре, перерыве в работе более 30 календарных дней;
5) целевой инструктаж (при выполнении разовых работ, ликвидации аварий, бедствий, катастроф) .
Профессиональный ремонт блока двигателя: +7-499-686-12-80

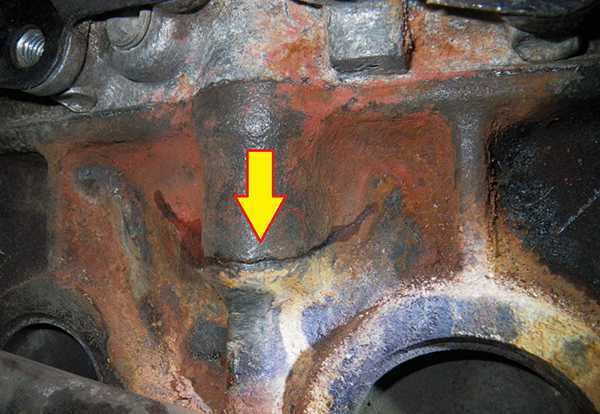
Появление трещины в блоке цилиндров может быть обусловлено как обычной эксплуатацией транспортного средства, так и конструктивным исполнением самого двигателя. Когда изготовители автомобилей проектируют двигатели, то желают добиться того, чтобы двигатель обладал достаточной прочностью, чтобы выдерживать силы, которые будут на него воздействовать как во время процесса горения, так и во время циклов нагрева и охлаждения, которым он подвергается. С другой стороны, вес двигателя значительно влияет на поведение самого автомобиля. Наличие более тяжёлого двигателя приводит к увеличению расхода топлива из-за дополнительной энергии, которая необходима для того, чтобы сдвинуть этот вес с места. Более тяжёлый двигатель также может оказать влияние на характеристики управления автомобилем, поскольку дополнительный вес может сместить его центр тяжести и повлиять на способность хорошо поворачиваться.
Поскольку изготовители двигателей пытаются найти оптимальный баланс (двигатель должен быть лёгким, но прочным), то им приходится учитывать все нагрузки, которые он будет испытывать. Давление газов горения довольно высокое, однако оно редко достаточно высокое для того, чтобы оказать существенный эффект на блок цилиндров. Более заметное воздействие на двигатель оказывает цикл нагрева и охлаждения, которому он подвергается при запуске и остановке. Тепло выделяется благодаря процессу горения и передаётся остальной части двигателя посредством охлаждающей жидкости. По мере того как металл нагревается, он расширяется, однако это происходит с разной скоростью в зависимости от температурных градиентов. Объединив это напряжение с нормальными вибрациями при движении, торможении и ускорении, можно получить огромные нагрузки в разных частях блока двигателя.

После многих километров автопробега эти нагрузки способны привести к образованию мелких трещин. Блоки цилиндров редко сразу приходят в негодность. Обычно проблема начинается с небольших микротрещин, которые пропускают только небольшое количество жидкости и только тогда, когда двигатель находится в горячем состоянии, а система охлаждения – под давлением. Поскольку большинство блоков изготавливается из чугуна, то после начала образования трещины этот процесс почти невозможно остановить. После начала своего образования трещины могут легко распространяться через металл благодаря особенностям формирования молекул металла в решётке при отливе. Это означает, что если в блоке появилась трещина, то течь будет быстро прогрессировать.
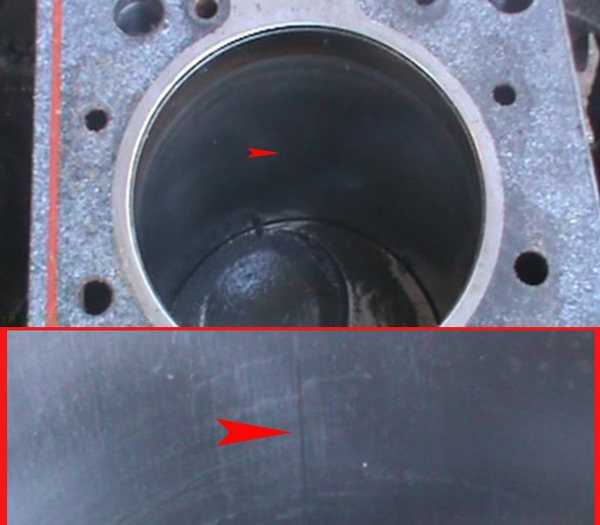
Это приводит к одному из основных признаков наличия в блоке трещины. В треснувшем блоке почти всегда наблюдается течь в системе охлаждения, однако этот процесс начинается очень медленно. Иногда настолько медленно, что, когда двигатель тёплый, течь едва заметна, она будет выглядеть как выделение небольшого количества пара. По мере того как циклы нагрева и охлаждения будут продолжаться, трещина будет увеличиваться до тех пор, пока не станет заметно ещё больше пара, а затем появятся капли охлаждающей жидкости и в конце концов – течь охлаждающей жидкости, независимо от того, горячий или холодный двигатель.
Повреждения деталей ЦПГ и их причины
При работе ДВС в системе поршень-гильза происходят обратно-поступательные движения с высокими значениями скоростей, а также огромными нагрузками. Ненадлежащее техническое обслуживание может привести к ускоренному износу элементов и вызвать частичную техническую неисправность двигателя или вовсе полный отказ.
В большинстве случаев диагностика позволяет выявить лишь малую часть проблем. Определить техническое состояние и причины поломки можно при осмотре отдельных компонентов, что поможет сделать приведенная ниже информация.
Повреждения гильзы цилиндра
Деформация цилиндра
- Неравномерная или ненадлежащая затяжка головки блока
- Ненадлежащее состояние поверхностей головки и блока
- Грязная или повреждённая резьба крепежа головки блока
- Несоответствующая прокладка головки блока
- Отложения в системе охлаждения
- Некачественная посадка бурта гильзы, несоответствующее выступание гильзы, ненадлежащее состояние нижнего посадочного места гильзы
- При сухих гильзах слишком слабая посадка гильзы так же вредна, как и слишком тугая
- В посадочных местах блока при сухих гильзах возникает контактная коррозия, посадочное место должно быть тщательно обработано для обеспечения прилегания гильзы по всей площади.
- Отдельно стоящие цилиндры воздушного охлаждения должны быть строго параллельны блоку и головке, при единой головке цилиндры должны быть одинаковой высоты, очень важна исправность воздуховодов.
Отрыв бурта гильзы цилиндра
- Некачественно обработано посадочное место гильзы в блоке
- Не соблюдены предписанные порядок и моменты затяжки
- Применены прокладки несоответствующей толщины
Кавитация
- Не соблюдён зазор поршень/цилиндр (установлены б/у поршни)
- Ненадлежащая посадка гильзы в блоке
- Пониженное давление в системе охлаждения
- Ненадлежащее качество охлаждающей жидкости
Повреждения поршня
Эрозия материала на днище поршня (дизельный двигатель)
- Неисправная форсунка
- Неисправный нагнетательный клапан в топливном насосе высокого давления
- На форкамерных двигателях — дефект форкамеры
Эрозия на днище и жаровом поясе поршня (бензиновый двигатель)
Качество топлива не соответствует степени сжатия двигателя, бензин в дизельном топливе, масло в камере сгорания
- Ненадлежащий угол опережения зажигания Негерметичные выпускные клапаны
- Значительное количество нагара в камере сгорания
- Слишком высокая температура впускного воздуха, общий перегрев
Прихват от перегрева, в основном на головке поршня
- Эксплуатация необкатанного двигателя с высокими нагрузками
- Повышенная температура в камере сгорания из-за неисправности системы питания
- Неисправность системы охлаждения
Разрушение перемычек между канавками поршневых колец (дизельный двигатель)
- Неисправная форсунка
- Низкая компрессия в цилиндре
- Дефект форкамеры
- Неправильное или чрезмерное пользование пусковыми средствами
- Цилиндр при неработающем двигателе заполнился водой или топливом (гидроудар)
Трещины на днище и вокруг камеры сгорания в поршне
- Неисправность системы питания
- Дефект форкамеры
- Перегрев двигателя
- Неисправность моторного тормоза
Износ поверхностей из-за избытка топлива в камере сгорания
- Избыток топлива в камере сгорания в дизеле из-за неисправности топливной системы
- Пониженная компрессия
- На дизелях ненадлежащий зазор между поршнем и головкой
Задиры при недостаточном зазоре между поршнем и цилиндром
- Ненадлежащая обработка блока при ремонте — диаметр цилиндра меньше допустимого размера
- Головка блока перетянута или затянута неравномерно, повреждена или загрязнена резьба на элементах крепления головки к блоку цилиндров, не смазаны опорные места для гаек и болтов в головке
- Имеются повреждения привалочных поверхностей блока цилиндров и головки блока
- Некачественная прокладка головки блока
- Деформация цилиндров из-за неравномерного охлаждения — накипь или грязь в системе охлаждения
- Не подготовлены посадочные места для гильз в блоке
- Нагружение двигателя без предварительного прогрева
Задиры на боковой поверхности поршня рядом с бобышками
- Нагружение двигателя без предварительного прогрева
- Деформация цилиндра при перегреве двигателя
- Недостаточный зазор между пальцем и бобышкой поршня
Сухой прихват на юбке (недостаток масла)
- Неисправность системы смазки или полное отсутствие масла в двигателе
- Недостаточное разбрызгивание масла из-за малого зазора в шатунных вкладышах
Задиры на поршне только с одной стороны
Воздушные и паровые пробки в системе охлаждения из-за выхода из строя термостата или водяного насоса, а также загрязнения в полости охлаждения в блоке, приводят к местному перегреву и прекращению охлаждения
Задиры на боковой поверхности (сухой прихват)
Неисправности системы охлаждения
Причины появления трещины в блоке цилиндров
Разрушить прочный металл блока непросто, но его структура имеет ограниченный порог по сопротивляемости. Со временем ситуация усугубляется процессами старения:
- в условиях знакопеременных ударных нагрузок возникающими с высокой частотой взрывами рабочей смеси в цилиндрах;
- постоянными перепадами температуры, от отрицательной зимой и до превышающей сотню градусов после прогрева двигателя;
- температурными деформациями массивных деталей, скрепленных затянутыми на большой момент болтами;
- ошибками при неоднократных ремонтах и мехобработке;
- грубыми механическими ударами, например, классический случай обрыва и разрушения поршня, когда шатун выходит наружу через стенку блока цилиндров (так называемая «рука друга»).

Трещины могут присутствовать и из-за заводского брака в отливке блока, но на протяжении некоторого времени себя не проявлять, не будучи сквозными.
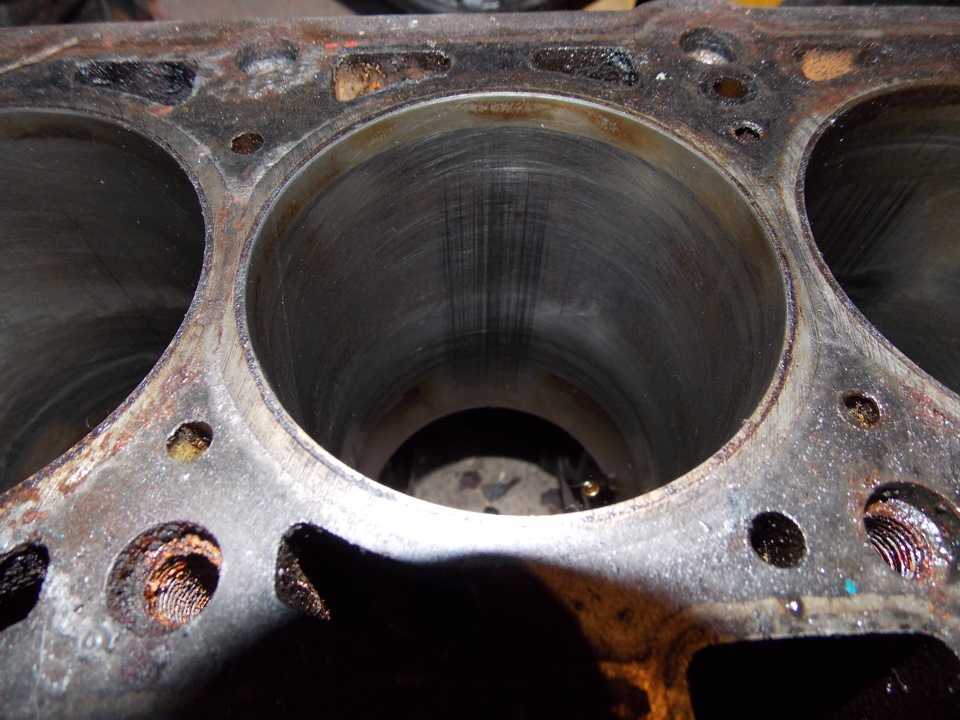
Гильзование
Такая технология ремонта блока цилиндров двигателя выбирается, когда износ цилиндра больше, чем последний ремонтный размер. Также гильзование выбирают, если на поверхности имеются очень глубокие задиры и риски.







Цилиндр необходимо расточить до такого диаметра, который позволит установить гильзу с толщиной стенок до 2-3 мм после растачивания. В верхней части камеры сгорания нужно сделать специальную выточку под буртик для гильзы.
Гильзу изготавливают из материалов, которые близки по свойствам к материалу цилиндров. Наружный диаметр должен иметь припуск под запрессовку. Гильзу, а также стенки цилиндра смазывают маслом и гидравлическим прессом запрессовывают. Если пресса нет, гильзы можно установить при помощи ручного приспособления.

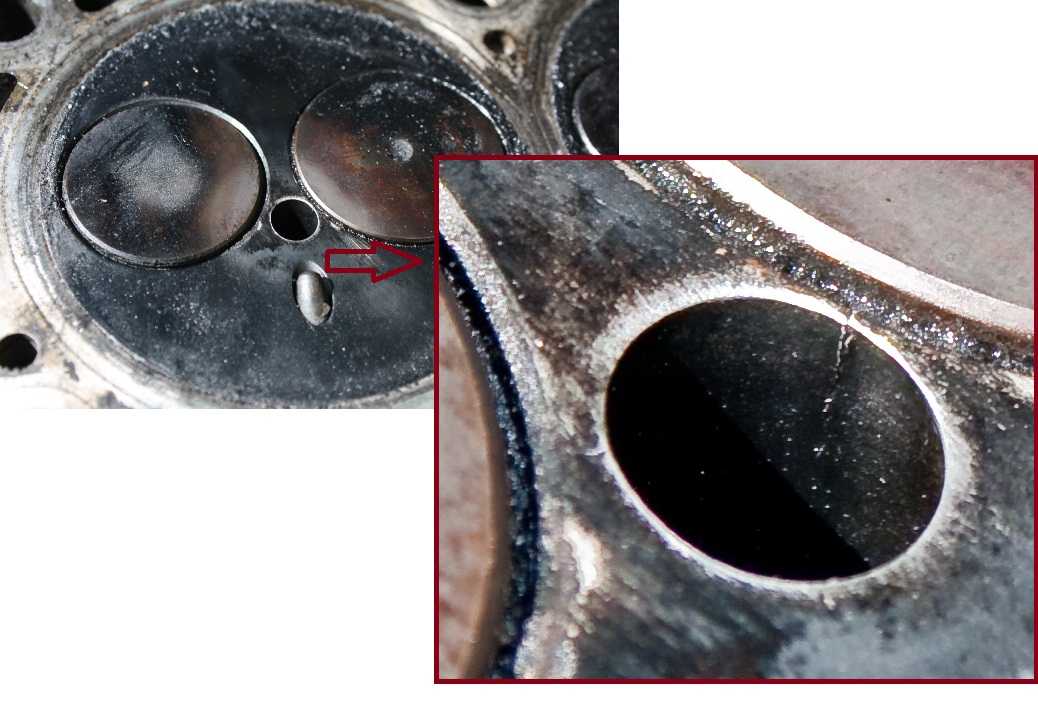
Симптомы трещины в головке блока цилиндров
Масляная система— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
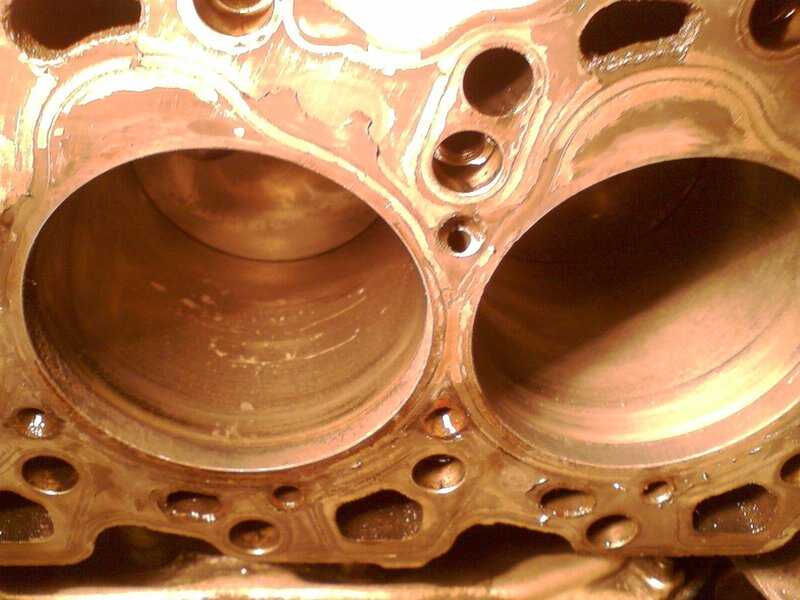
Впускной канал— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами. Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.
https://youtube.com/watch?v=5NffQm5JGPw
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
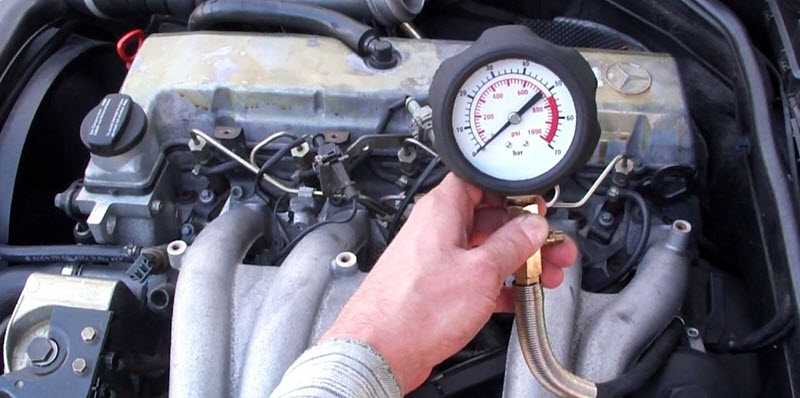
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Будет полезно: Как проверить давление ТНВД своими руками?
Описание патента на изобретение SU1377649A1
00
а
4
Ке
Фа.1
Изобретение относится к устройствам технической диагностики и может быть использовано для определения технического состояния цилиндропорш- невой группы двигателей внутреннего сгорания.
Цель изобретения — повьшение точности при определении износа гильзы цилиндра двигателя.
На фиг. 1 приведена схема устройства для реализации способа; на фиг. 2 — монограмма для определения величины износа гильзы цилиндра двигателя.








Устройство содержит корпус 1, манометр 2, редуктор 3, наконечник 4 и калиброванное отверстие 5. В корпусе 1 размещены полость А, соединенная с воздушной магистралью, и по- лость Б5 соединенная через наконечник 4 с надпоршневым пространством В цилиндра.
Способ осуществляют следующим образом.
Двигатель прогревают до нормального теплового состояния. Снимают форсунку или свечу зажигания диагностируемого цилиндра, устанавливают поршень этого цилиндра в заданное положение, например, в конце такта сжатия..
Присоединяют устройство к воздзтд- ной магистрали и подают сжатый воздух через калиброванное отверстие 5 в надпоршневое пространство В цилиндра, плотно прижимая наконечник 4 к отверстию для установки свечи зажигания или.форсунки.
Регулируют давление перед калибро ванным отверстием .с помощью редуктор
3 и устанавливают давление Р,. за ка/либрованным отверстием (т.е. в надпоршневом пространстве) в пределах 0,01…0,07 МПа и определяют давлени перед калиброванным отверстием. Устанавливают поршень в другое положение например в начале такта сжатия, снова устанавливают то же значение дав- .ления после калиброванного отверстия путем регулировки давления перед ним и снова определяют давление перед калиброванным отверстием. По разности измеренных значений давления -пер калиброванным отверстием при различ- ных положениях поршня, например, в
начале и в конце такта сжат.ия определяют износ гильзы цилиндра по высоте Чем больше разность, тем больше износ гильзы. ;
При поддержании постоянного давления Pg за калиброванным отверстием в полости Б (в надпоршневом пространстве) давление Рд перед калиброванн отверстием в полости А определяется величиной неплотности цилиндра. Для изношенной гильзы цилиндра для положений поршня в районе ВМТ и НМТ разные величины давлений Рд и Рд (фиг. 2) перед калиброванньм отверстием обусловлены только износом гильзы.
Для более точного определения износа гильзы используют номограмму (фиг. 2), по которой для обоих значений давления Рд, и Рд находят значения неплотностей f H f соответственно. Вычисляют разность , и, сравнивая ее с эталонной величиной, судят об износе гильзы.Поддержание постоянного давления в надпоршневом пространстве путем регулировки давления перед калиброванным отверстием обеспечивает одинаковые условия истечения воздуха через неплотности цилиндропоршневой группы при любом -положении поршня, что повышает точность способа при определени износа гильзы.
I
Формула изобретения
Способ определения технического состояния цилиндропоршневой группы двигателя внутреннего сгорания, заключающийся в том, что воздух под давлением подают в надпоршневое.просранство цилиндра через калиброванное отверстие, измеряют давление перед и за калиброванньм отверстием при различных положениях поршня, причем одно из измеряемых давлений поддерживают постоянным и определяют техническое состояние цилиндропоршневой группы по разности значений измеренного Давления, о тлич ающий — с я тем, что, с целью повьш1ения точности, постоянное давление поддерживают за калиброванным отверстием путем регулирования давления перед ним.
МПА
Jf 16
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
https://youtube.com/watch?v=0N9eu6pmi-8
-
Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
-
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
-
-
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
-
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
-
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
-
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее









Причины
Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита
Есть вероятность покупки обмедненных деталей.
После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
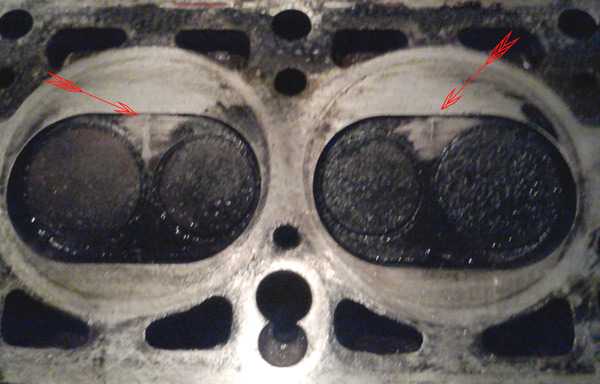
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв «не расползался», засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ — самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся
Перед сваркой засверливаем концы разлома — так предотвратим его «расползание». Засверливаем под углом 90 градусов.









БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.
SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.
Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно — это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей «приживаемости» состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
https://youtube.com/watch?v=OQtFjDfvXl0
https://youtube.com/watch?v=t1tLixb31qc
https://youtube.com/watch?v=kNfOcpHqm9c
Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками
Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина
Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
Повреждения головки поршня
Задиры от перегрева (в основном на головке поршня)
- перегрев в результате нарушения процесса сгорания
- деформация/засорение масляной форсунки
- установка неподходящих поршней
- неисправности в системе охлаждения
- сужение зазора в верхней части рабочей поверхности
Следы от ударов
- слишком большой выступ поршня
- чрезмерная подгонка торцевой поверхности головки блока цилиндров
- неверная посадка клапана
- неподходящее уплотнение головки блока цилиндров
- oтложения масляного нагара на головке поршня
- слишком малый зазор в клапанном приводе
- неверные фазы газораспределения из-за неправильной установки или соскакивания зубчатых ремней
Места наплавления и расплавления
- неисправные впрыскивающие форсунки
- неверное количество впрыска
- неверный момент начала впрыска
- недостаточное сжатие
- позднее зажигание
- неравномерный впрыск топлива
Трещины в днище и полости камеры сгорания
- неисправная или неподходящая впрыскивающая форсунка
- неверный момент начала впрыска
- неверное количество впрыска
- недостаточная компрессия
- недостаточное охлаждение поршня
- неподходящие поршни с неверной формой полостикамеры сгорания
- повышение мощности (например, чип-тюнинг)