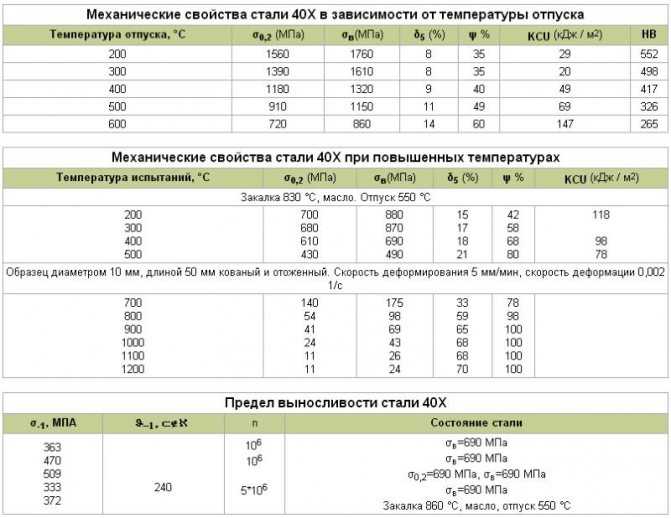
Основные характеристики стали Х40
При выборе заготовки для изготовления ножа следует уделять внимание основным свойствам сплава. Клапана изготавливаются при использовании стали Х40, которая обладает высокими эксплуатационными характеристиками
Среди особенностей можно отметить нижеприведенные моменты:
- Рассматриваемый металл характеризуется высокой жаропрочностью, что связано с включением в состав большого количества легирующих элементов. Клапана работают в тяжелых эксплуатационных условиях.
- Высокие механические свойства не теряются даже при воздействии температуры до 600 градусов Цельсия. Именно поэтому ножи из клапанной стали получили широкое распространение.
- При длительном воздействии жара может снизиться показатель ударной вязкости.
- Высокий показатель концентрации углерода определяет то, что режущая часть ножа из клапана изнашивается медленно.
- Включение в состав хрома приводит к тому, что материал характеризуется отличной коррозионной устойчивостью. Именно поэтому на лезвии ножа из клапана не появятся темные или желтые пятна. Смазка поверхности при длительном хранении изделия не требуется.
Характеристики стали Х40
Приведенная выше информация определяет достаточно большое распространение ножей из клапана.
Схема устройства и работа механизма газораспределения
КОММЕНТАРИИ — 0
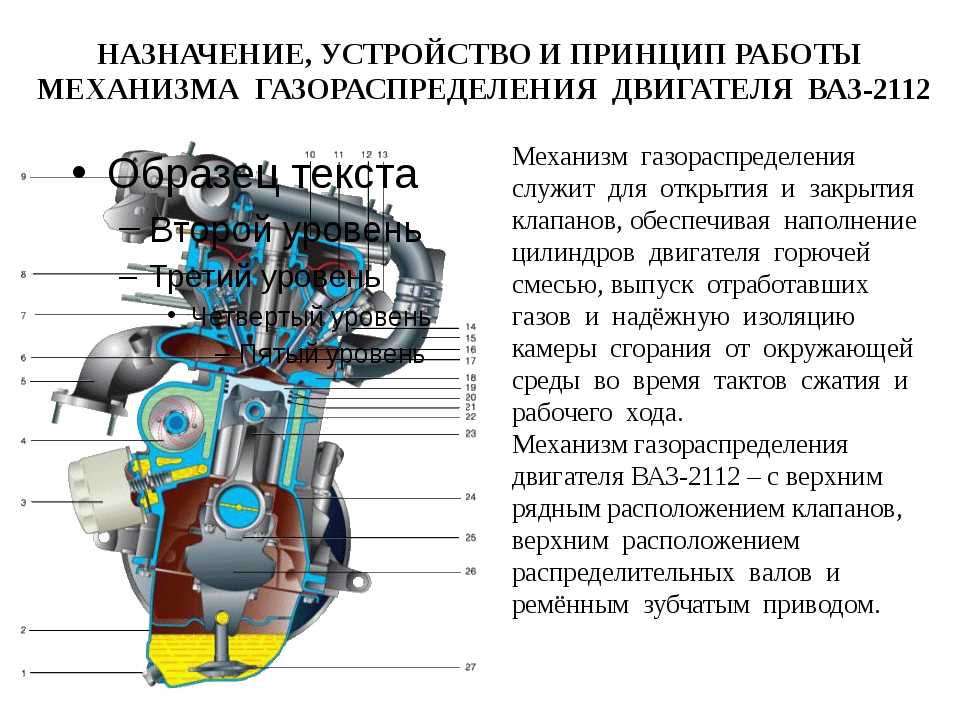
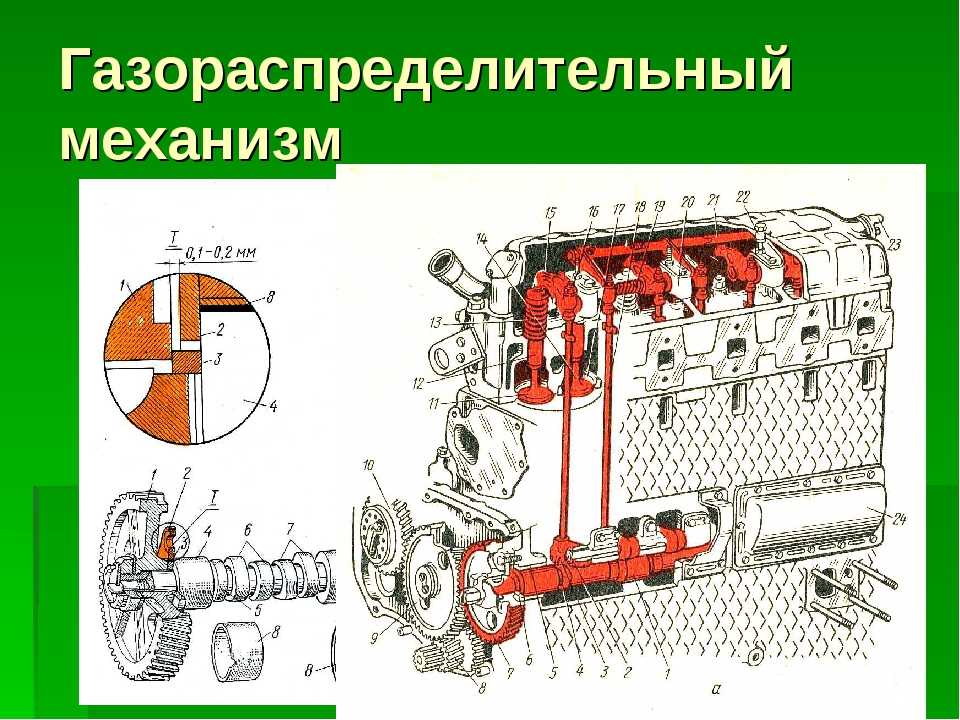
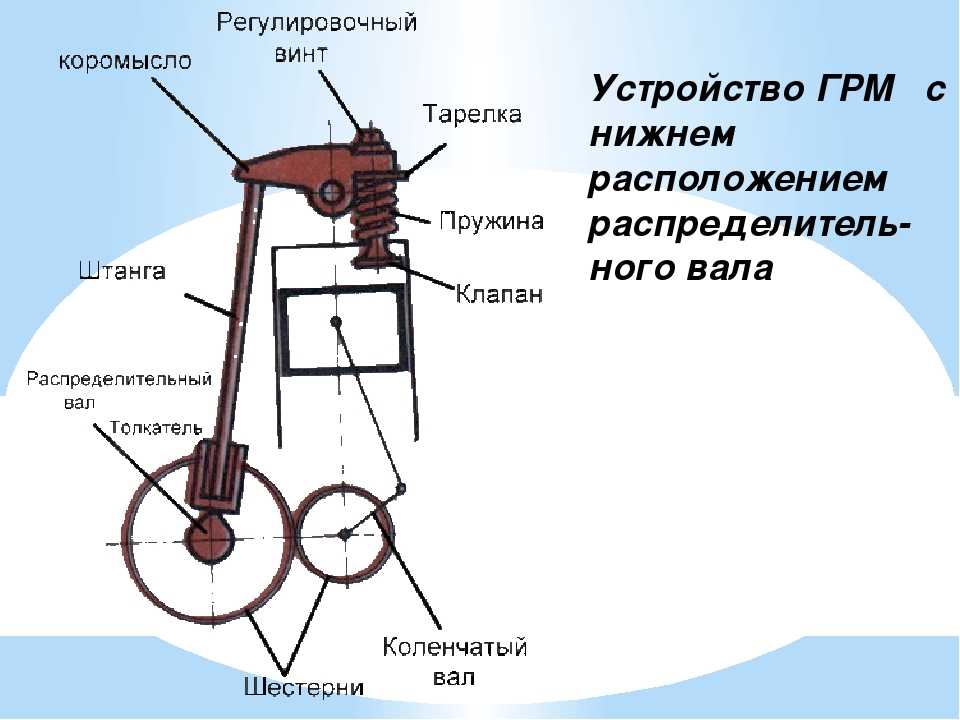
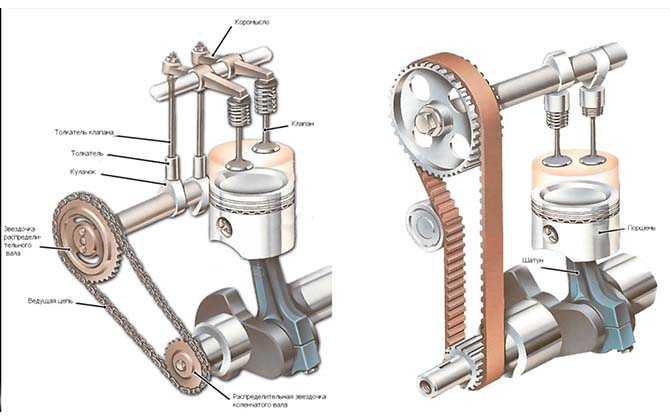
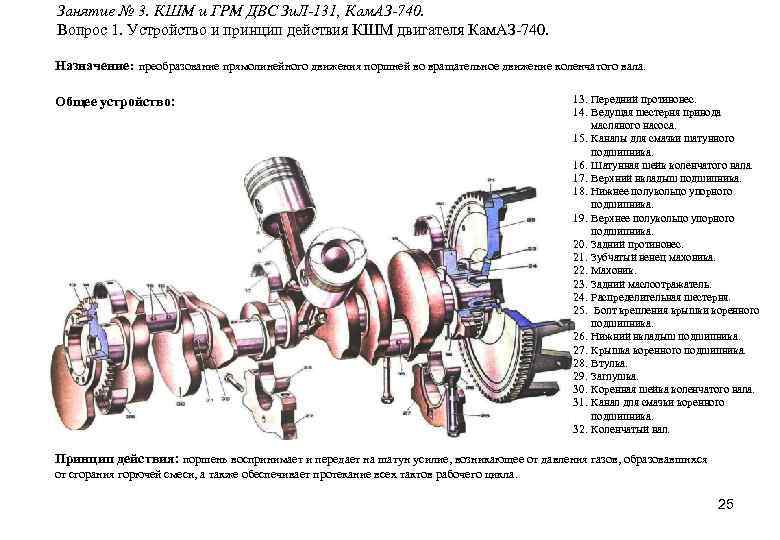
В четырехтактных двигателях применяют клапанный механизм газораспределения, служащий для своевременной подачи в цилиндры воздуха (в дизелях) или горючей смеси (в карбюраторных двигателях) и для выпуска из цилиндров отработавших газов. Клапаны в определенные моменты открывают и закрывают впускные и выпускные каналы головки цилиндров, т.е. обеспечивают сообщение цилиндров двигателя с впускным и выпускным трубопроводами. В изучаемых двигателях используют механизм газораспределения с верхним расположением клапанов и нижним положением распределительного вала.
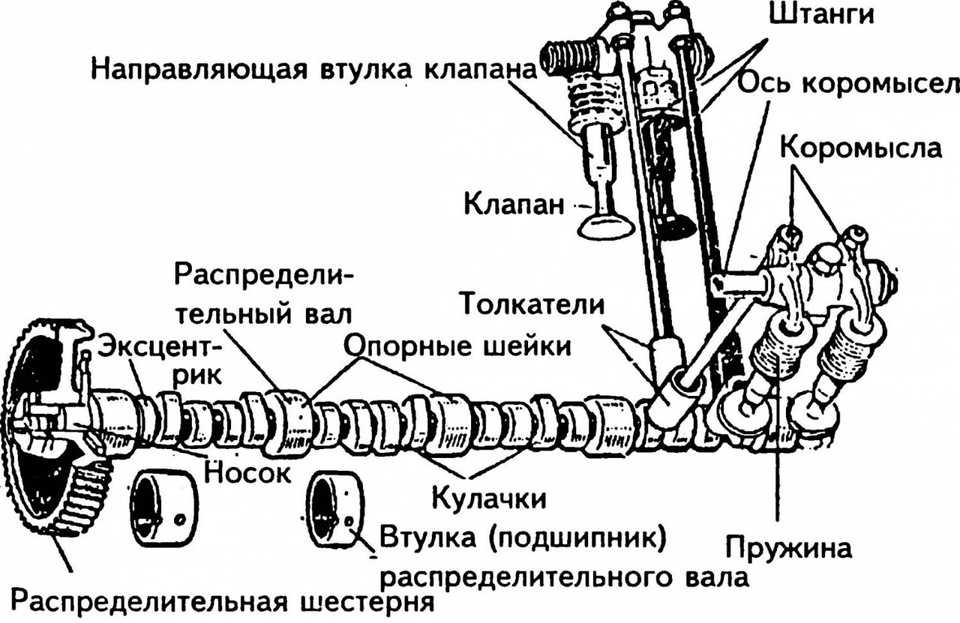
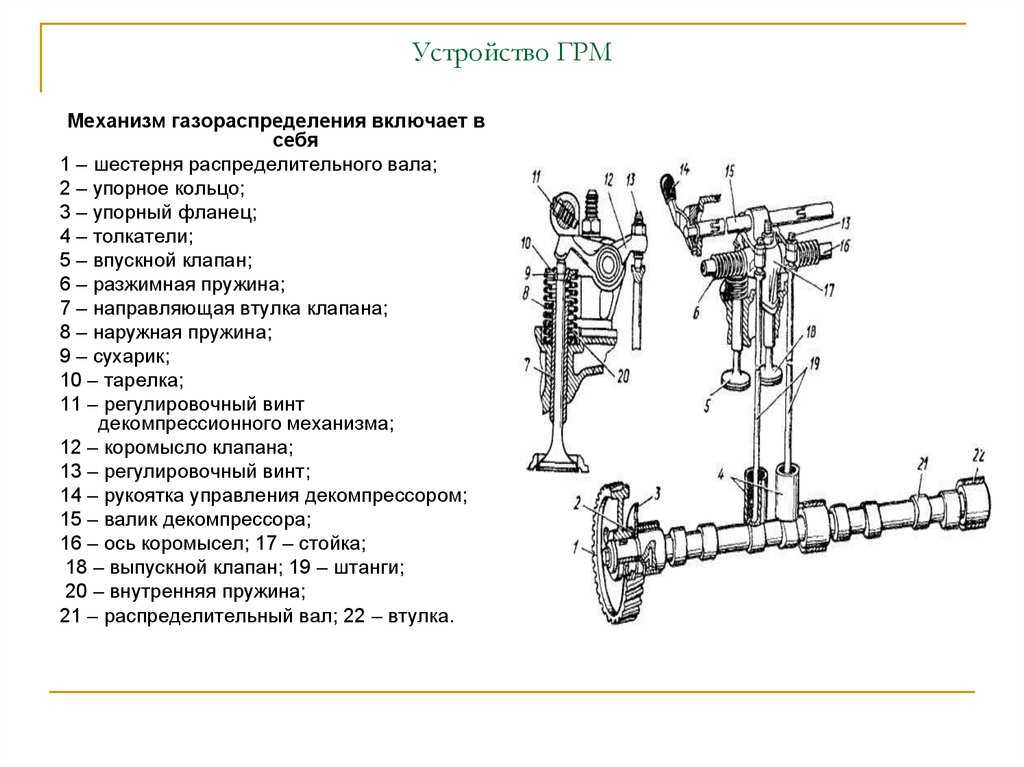
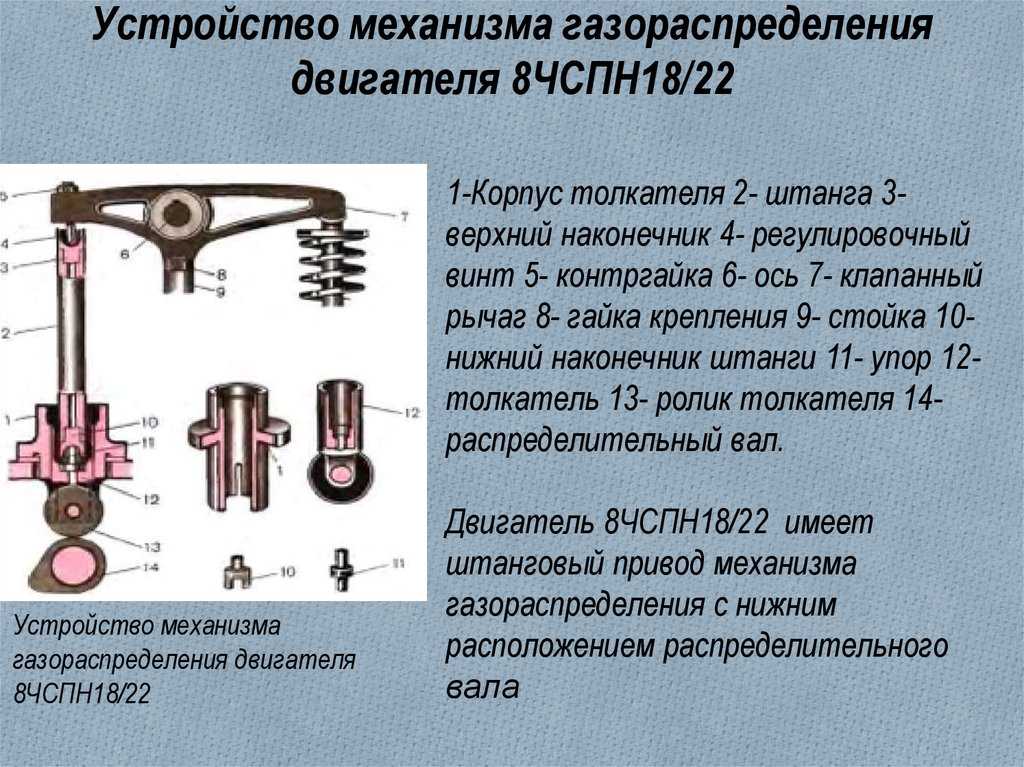
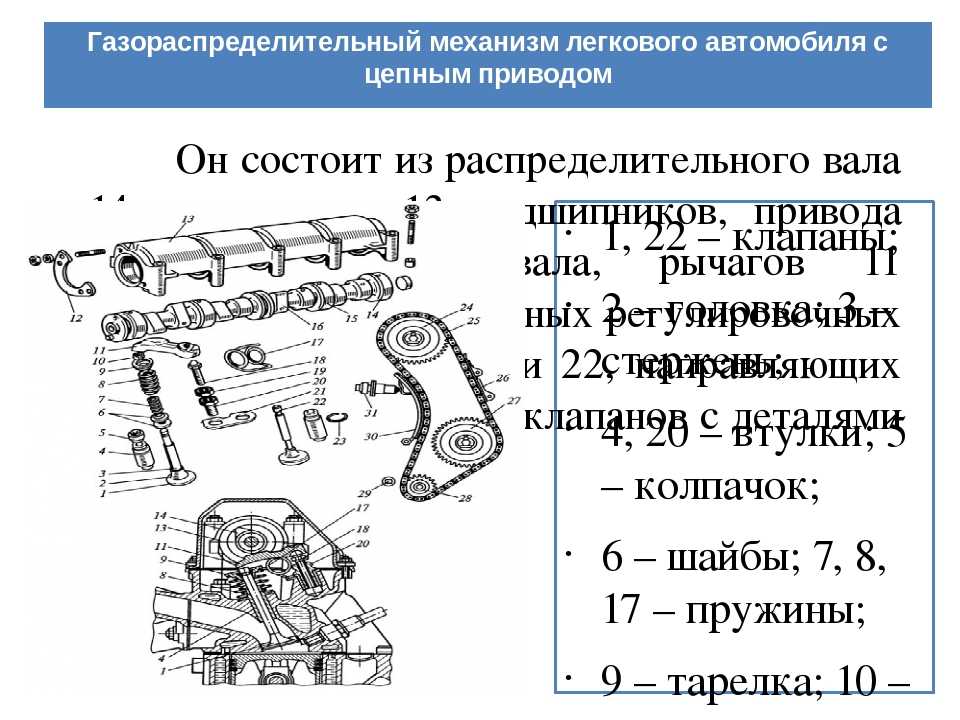
Механизм газораспределения состоит из:
- впускных и выпускных клапанов с пружинами
- передаточных деталей от распределительного вала к клапанам
- распределительного вала
- шестерни
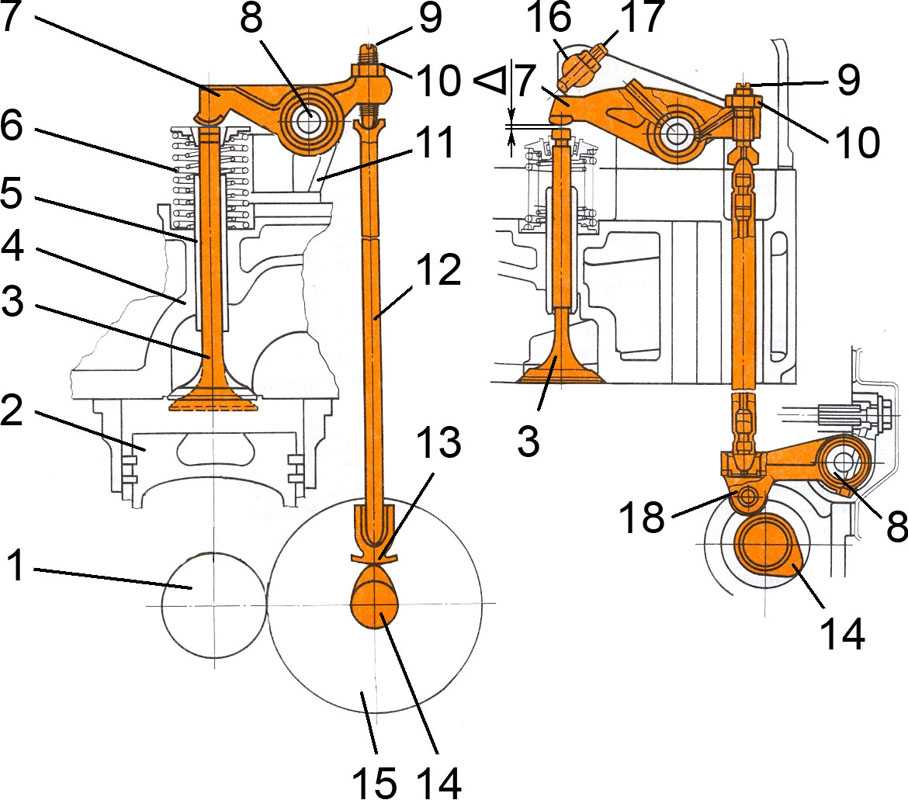
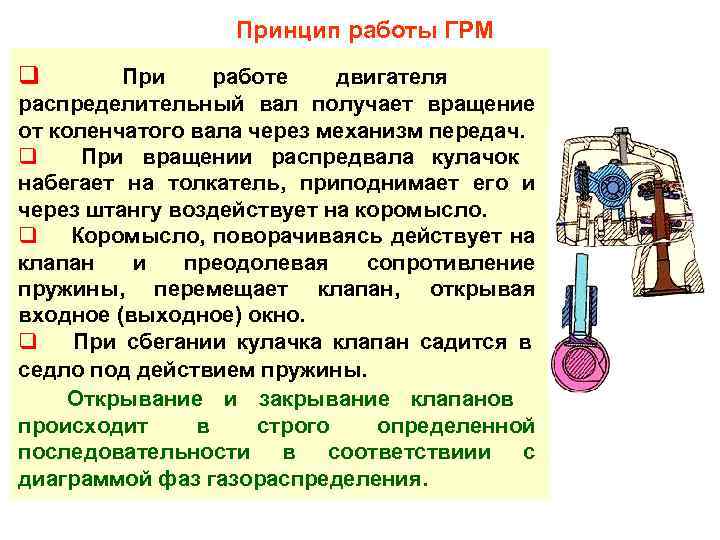
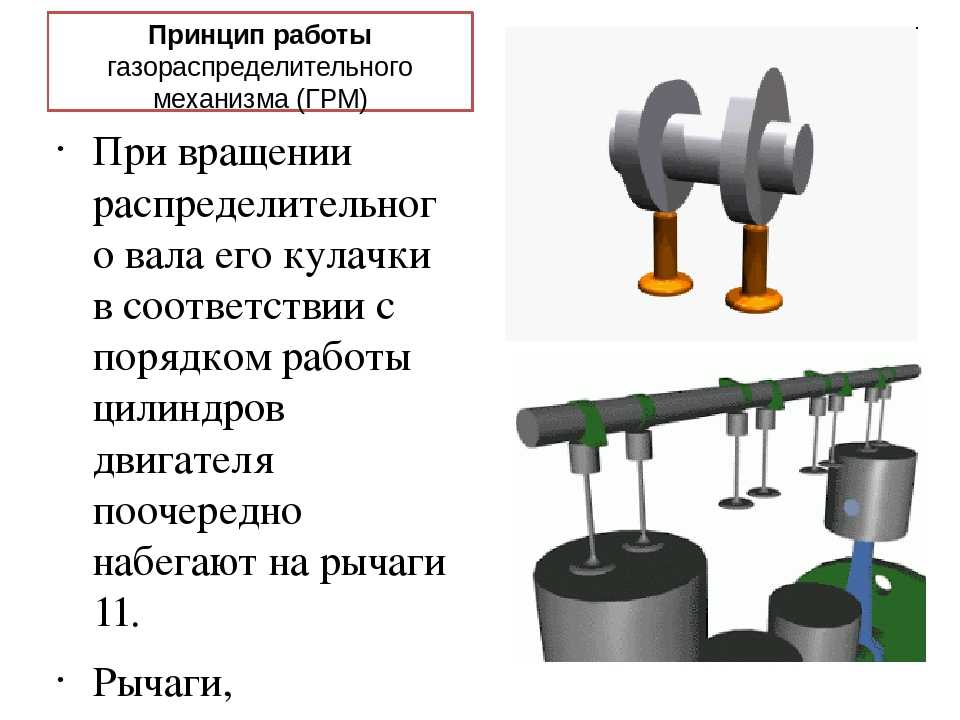
Механизм работает следующим образом: коленчатый вал с помощью шестерен вращает распределительный вал 7, каждый кулачок которого, набегая на толкатель 6, поднимает его вместе со штангой 5. Последняя, в свою очередь, поднимает один конец коромысла 16, при этом другой конец, двигаясь вниз, давит на клапан 12. Клапан опускается и сжимает пружину 15. Когда кулачок распределительного вала 7 сходит с толкателя 6, штанга 5 и толкатель опускаются, а клапан 12 под действием пружины «садится в седло» и плотно закрывает отверстие канала.
Для лучшей очистки цилиндров от отработавших газов и заполнения их свежим воздухом или горючей смесью клапаны открыты дольше, чем в простейшем двигателе. От степени наполнения цилиндров «свежим зарядом» и степени очистки их от отработавших газов во многом зависит мощность двигателя.
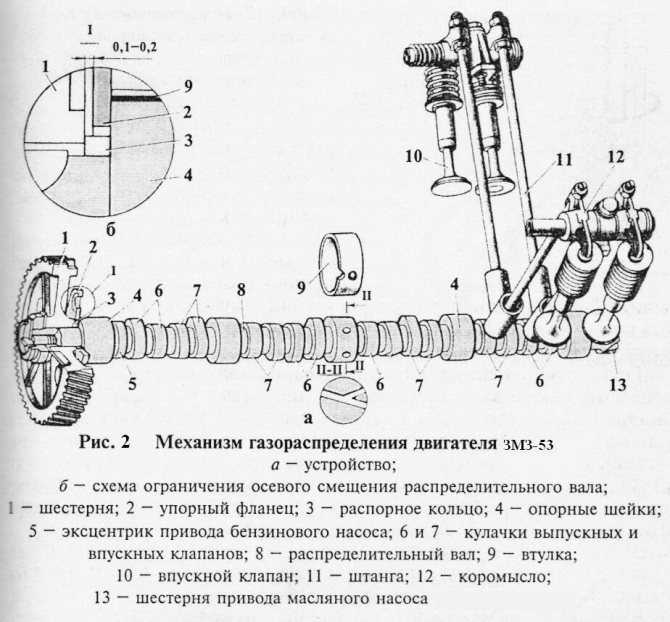
Для того чтобы в цилиндры двигателя поступило больше воздуха или горючей смеси, впускные клапаны должны открываться с опережением, т.е. до прихода поршня в верхнюю мертвую точку (ВМТ). При большой частоте вращения коленчатого вала такт впуска повторяется часто, поэтому во впускном трубопроводе создается разрежение и воздух поступает в цилиндры двигателя, несмотря на то, что поршень некоторое время движется вверх. Поступление воздуха в цилиндры через открытый клапан продолжается по инерции и после того, как поршень пройдет нижнюю мертвую точку (НМТ). Впускной клапан закрывается с некоторым запаздыванием. Периоды от момента открытия клапанов до момента их закрытия, выраженные в угловых градусах поворота коленчатого вала, называют «фазами газораспределения». Их можно изобразить в виде таблицы, либо в виде круговой диаграммы, как, например, на рисунке. За счет опережения открытия и запаздывания закрытия впускного клапана период впуска воздуха у двигателя ЗМЗ-53 продлевается от 180 до 268°.
После закрытия впускного клапана происходят сжатие смеси и рабочий ход поршня. Выпуск отработавших газов из цилиндра, или открытие выпускного клапана, начинается до прихода поршня в НТМ, за 50° по углу поворота коленчатого вала. Выпускной клапан закрывается после прохода поршнем ВМТ. Продолжительность открытия выпускного клапана по углу поворота коленчатого вала составляет 252°.
В конце такта выпуска и начале такта впуска оба клапана некоторое время открыты одновременно, что соответствует 46 по углу поворота коленчатого вала. Такое угловое перекрытие тактов клапанов способствует лучшей очистке цилиндра от отработавших газов в результате его продувки свежим воздухом.





Моменты открытия и закрытия клапанов у каждого двигателя различны и зависят от профиля кулачков распределительного вала, а также от величины зазоров между клапанами и коромыслами.
Tags: Газораспределение, ГРМ
Вперед Устройство системы охлаждения двигателя
Назад Общее устройство двигателя. Основные механизмы
Отжиг заготовки ножа
Основная сложность, связанная с приданием пластине рашпиля необходимой формы клинка связана с высокой твердостью детали. Конечно, можно обработать заготовку и на наждачном станке, но при этом придется потратить массу времени и израсходовать несколько камней. Альтернативой является снижение твердости напильника. Для этого используется один из видов термической обработки сталей (обработки температурными режимами), имеющий название отжиг. Он заключается в нагреве детали до сравнительно высоких температур (порядка 650 – 700 С), выдержке при этих температурах в течение нескольких часов и медленном охлаждении.
Характерные поломки впускных клапанов
Безусловно, самой распространенной поломкой клапанов необходимо признать их загибание в результате обрыва ремня ГРМ. То же самое может произойти и без обрыва, если заменой ремня занимался непрофессионал, ошибочно выставивший метки на шкивах коленвала и распредвала (или распредвалов). Особенно опасны обрывы для современных сложных двигателей, оснащенных механизмом изменяемых фаз газораспределения и прочими высокотехнологичными системами.
Еще одна распространенная неисправность клапанного механизма зарастание впускных и выпускных клапанов нагаром. Как правило, определить проблему можно на достаточно ранней стадии по снижению мощности и хлопкам во впускном и выпускном трубопроводах, металлическому стуку в головке блока цилиндров и падению мощности двигателя.
Отложение нагара на седлах и клапанах препятствует их плотному прилеганию и уменьшает компрессию. Вследствие этого уменьшается и мощность двигателя. Поломки пружин могут вызвать неплотное прилегание клапана к седлу и приводить к деформации головки блока цилиндров, образованию раковин или заеданию стержня. Большой тепловой зазор между рычагом и стержнем клапана также ведет к появлению резкого металлического стука и падению мощности двигателя.
Преимущества клинков из клапанной стали Х40
Клапанная сталь ножа характеризуется большим количеством преимуществ перед другими сплавами. Среди них можно отметить нижеприведенные моменты:
- Точение проводится не слишком сложно, для этого можно использовать обычный точильный камень.
- Даже при использовании изделия для резки труднообрабатываемого материала на поверхности режущей кромки не образуются зазубрины и другие дефекты.
- Служит устройство достаточно долго. Это связано с тем, что поверхность характеризуется повышенной устойчивостью к воздействию повышенной влажности.
- Простота в уходе. Для того чтобы изделие прослужило в течение длительного периода не нужно проводить какие-либо работы, связанные с обслуживанием.

Нож для рыбалки из клапана
Небольшим недостатком можно назвать то, что подобная сталь обладает достаточно высоким показателем хрупкости на излом. Однако, сломать лезвие достаточно сложно, для этого приходится прикладывать большое усилие.
Устройство клапанной группы:
2.1. Устройство клапанов:
Клапаны двигателя состоят из штока и головки. Головки чаще всего делают плоской, выпуклой или колоколообразной формы. Головка имеет небольшой цилиндрический пояс (около 2 мм) и уплотнительную фаску под углом 45˚ или 30˚. Цилиндрическая лента позволяет, с одной стороны, сохранить основной диаметр клапана при шлифовании уплотнительной фаски, а с другой стороны, повысить жесткость клапана и тем самым предотвратить деформацию. Наибольшее распространение получили клапаны с плоской головкой и уплотнительной фаской под углом 45˚ (таковы чаще всего впускные клапаны), а для улучшения наполнения и очистки цилиндров впускной клапан имеет больший диаметр, чем выпускной клапан. Выхлопные клапаны часто делают с выпуклой головкой в форме шара.

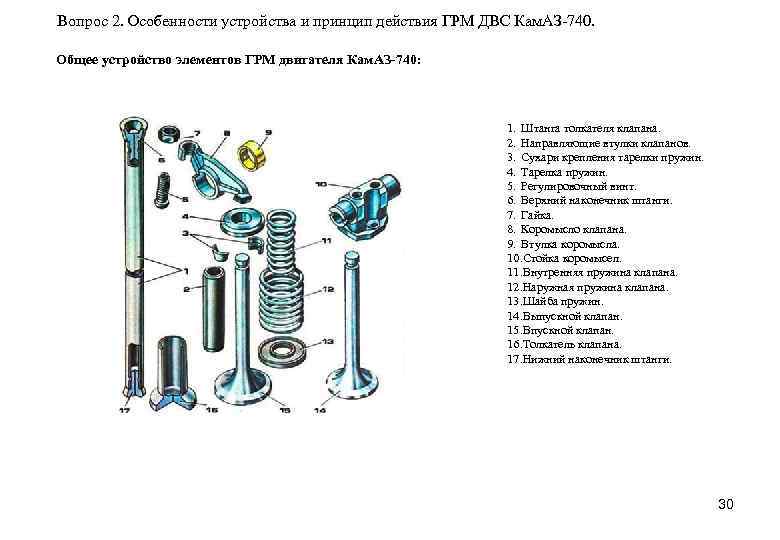




Это улучшает отток выхлопных газов из цилиндров, а также увеличивает прочность и жесткость клапана. Чтобы улучшить условия отвода тепла от головки клапана и увеличить общую недеформируемость клапана, переход между головкой и штоком выполнен под углом 10˚ — 30˚ и с большим радиусом кривизны. На верхнем конце стержня клапана выполняются пазы конической, цилиндрической или специальной формы в зависимости от принятого способа крепления пружины к клапану. Натриевое охлаждение используется в ряде двигателей для снижения тепловой нагрузки на разрывные клапаны. Для этого клапан делают полым, а образовавшуюся полость наполовину заполняют натрием, температура плавления которого составляет 100˚С. Когда двигатель работает, натрий плавится и, перемещаясь в полости клапана, передает тепло от горячей головки к штоку охладителя, а оттуда к приводу клапана.
Количество клапанов в двигателе
Когда речь заходит о клапанах, многие задаются вопросом: «сколько клапанов в двигателе должно быть?» Однозначного ответа нет, определить чёткое количество можно только изучив конструктивные особенности мотора. Учитывая, что в четырёхтактной силовой установке клапан осуществляет такты впуска и выпуска, значит минимальное количество на один цилиндр — два, один впускной и один выпускной.
Современные силовые установки наиболее часто используют конструкцию с четырьмя клапанами (двух впускных и двух выпускных) на каждый цилиндр. При открытии клапана в образовавшееся отверстие происходит заброс топливной смеси, или выход отработанных газов. Чем больше отверстие, тем эффективней будет наполнение или очистка. Соответственно коэффициент полезного действия мотора так же увеличится.
Увеличить отверстие за счёт увеличения тарелки клапана нельзя, поскольку её размер ограничен размером камеры сгорания. Поэтому для улучшения качества смесеобразования устанавливают большее количество клапанов на один цилиндр.
Встречаются схемы, в которых применяются два, три, и даже пять клапанов на цилиндр. Учитывая, что процесс наполнения более важен для работы двигателя, количество впускных клапанов в нечётных схемах всегда больше.
Перецентровка коленвала
Чтобы исключить причины, вызывающие появление остаточных напряжений, в технологию изготовления вала введены дополнительные операции перецентровки: первая — после обтачивания коренных шеек, вторая — после термической обработки. Базой при перецентровках приняты первая и четвертая коренные шейки, что позволило усреднить биение и снизить припуски на последующую обработку
Во время второй перецентровки, производимой на алмазно-расточном станке, кроме корректировки центров улучшается форма центровых фасок, уменьшается шероховатость поверхности, что важно для последующей обработки детали на финишных операциях. Все это позволило ликвидировать операции правки валов, уменьшить и стабилизировать межоперационные припуски и, в конечном итоге, благоприятно сказалось на надежности коленчатых валов в эксплуатации. Проблема снижения остаточных напряжений решена путем внедрения более производительного и прогрессивного способа предварительной обработки коленчатых валов методом кругового фрезерования
При этом методе обработка производится многорезцовыми фрезерными головками, оснащенными твердосплавными неперетачиваемыми пластинками с механическим креплением. Резание ведется на скорости 100—150 м/мин. Коленчатый вал производит за цикл медленный поворот в режиме подачи. Количество шеек, обрабатываемых за один поворот детали, соответствует количеству фрезерных головок. Таким методом можно обрабатывать как коренные, так и шатунные шейки. По сравнению с точением фрезерование характеризуется сравнительно невысокой нагрузкой на коленчатый вал во время обработки. Достигается это соответствующим расположением режущих кромок пластинок фрезерной головки, благодаря чему весь профиль шейки делится на отдельные участки (секторы). При этом режущие кромки инструмента вступают в работу попеременно, что значительно снижает силы резания. Привод круговой подачи осуществляется с обоих концов вала, благодаря чему исключается его деформация и обеспечивается высокая геометрическая точность. Стружка дробится, что также положительно сказывается на параметрах процесса
Проблема снижения остаточных напряжений решена путем внедрения более производительного и прогрессивного способа предварительной обработки коленчатых валов методом кругового фрезерования. При этом методе обработка производится многорезцовыми фрезерными головками, оснащенными твердосплавными неперетачиваемыми пластинками с механическим креплением. Резание ведется на скорости 100—150 м/мин. Коленчатый вал производит за цикл медленный поворот в режиме подачи. Количество шеек, обрабатываемых за один поворот детали, соответствует количеству фрезерных головок. Таким методом можно обрабатывать как коренные, так и шатунные шейки. По сравнению с точением фрезерование характеризуется сравнительно невысокой нагрузкой на коленчатый вал во время обработки. Достигается это соответствующим расположением режущих кромок пластинок фрезерной головки, благодаря чему весь профиль шейки делится на отдельные участки (секторы). При этом режущие кромки инструмента вступают в работу попеременно, что значительно снижает силы резания. Привод круговой подачи осуществляется с обоих концов вала, благодаря чему исключается его деформация и обеспечивается высокая геометрическая точность. Стружка дробится, что также положительно сказывается на параметрах процесса.
Как же уберечь ГРМ от поломок?
Во-первых, всегда нужно использовать только качественное топливо. Если оно будет с посторонними примесями, могут засориться выходы клапанов, будет давать перебои двигатель. То же самое касается и комплектующих — бракованные запчасти долго не проработают и нанесут только вред. Так что всегда стоит выбирать для своего авто только лучшие детали и расходные материалы.
Не менее важный фактор — правильная эксплуатация. Не стоит подвергать автомобиль перегрузкам, которые будут вредными для него. Перегрев двигателя, работа с неисправными узлами, длительная эксплуатация без техобслуживания снижают срок работы машины и разрушают ее узлы и детали. Поэтому правилами эксплуатации авто также не стоит пренебрегать.
Техническое обслуживание газораспределительного механизма:
При выезде автомобиля в рейс необходимо прослушать двигатель на отсутствие стуков и вибраций при различной частоте вращения коленчатого вала двигателя.
Во время проведения ТО-1 необходимо прослушать работу двигателя, тщательно продиагностировать клапанный механизм ГРМ и отрегулировать зазоры.
Во время проведения ТО-2 производится проверка крышки распределительных шестерен и в случае вибрации подтягивается с помощью специальных болтов.
При обслуживании газораспределительного механизма двигателей автомобилей марки ВАЗ, при пробеге 2000 км, и каждые последующие 30 тыс. км требуется подтяжка гаек крепления корпуса подшипников распредвала ГРМ. А после 15 тыс. км пробега проверяют степень натяжения цепи или ремня распредвала, в случае растяжки подтягиваем. Каждые 30 тыс. км пробега регулируют тепловые зазоры между клапанами и коромыслами.





Если ремень привода ГРМ уже поношенный, существует возможность разрыва ремня, поэтому соблюдайте сроки замены ремня ГРМ заявленные производителями.
Фазы газораспределения
Фазами газораспределения принято считать начало открытия и момент закрытия клапана, выраженный в градусах угла поворота коленвала относительно мертвых точек. Лучшая очистка цилиндра от выхлопных газов достигается при открытии выпускного клапана до наступления нижней мертвой точки (НМТ), и закрытии после ВМТ. Наполнение цилиндров воздухом или горючей смесью происходит при открытии впускного клапана до прохождения им ВМТ, и закрытии после НМТ. Период одновременного открытия обоих клапанов называется их перекрытием.
Фазы подбираются на заводе-изготовителе двигателя экспериментальным путем, и зависят от его конструкции и быстроходности. При этом колебание газов используется таким образом, что перед закрытием впускного клапана перед ним находится волна давления, а перед закрытием выпускного – волна разрежения. Такой подбор фаз обеспечивает одновременное улучшение заполнения цилиндров воздухом или смесью, а также их очистку от выхлопных газов.
Установка механизма газораспределения осуществляется при помощи меток на шестернях. Отклонение от нормы на пару зубов или звездочек может привести к удару клапана о поршень и поломке двигателя. Постоянство фаз сохраняется при наличии теплового зазора в клапанном механизме, нарушения которого вызывают уменьшение или увеличение продолжительности открытия.
Для каждого двигателя завод-изготовитель указывает фазы газораспределения в виде диаграммы, где показаны моменты открытия, закрытия, и перекрытия клапанов.
Три вечных вопроса о клапанах для ножей
Выпускной или впускной?
Ножи делаются только из выпускного (выхлопного) клапана. Но выпускной клапан может быть с натриевым наполнителем, поэтому в нашей деревне ножи делаются только из выпускных дизельных клапанов, в которых отсутствует натрий.
Калить или не калить?
Термообработка. Нужно ли после ковки калить клапан. Я сторонник того что калить не нужно. Без всякой закалки напильник не берет, заточку держит (хватало для того что бы ободрать небольшого кабанчика).
Танковый или тепловозный?
Кто ж вам даст целый танк разобрать, конечно, тепловозный. Но лучше всего подойдет тот, который сможет расковать кузнец. Слышал что самый лучший клапан от трактора «Сталинец – 100».
Лично для себя выделил множество плюсов у ножей из данного материала:
- Высокая коррозионная стойкость, ржавчина ему не грозит;
- Нож получается устойчивым к нагрузкам на излом;
- Заточку держит добротно;
- Не возникает трудностей с заточкой.
Диагностика ГРМ
Газораспределительный механизм имеет 2 свойственные неполадки — неплотное примыкание клапанов к гнездам и невозможность полностью открыть клапаны.
Неплотное примыкание клапанов к гнездам обнаруживается по таким показателям: хлопки, возникающие иногда во впускной либо выпускной трубе, уменьшение мощности мотора. Факторами неплотного закрытия клапанов могут быть:
- возникновение нагара на поверхности клапанов и гнезд;
- формирование раковин на рабочих фасках и искривление головки клапана;
- неисправность пружин клапанов.
Неполное открытие клапанов сопровождается стуком в троящем моторе и уменьшением его мощности. Данная поломка возникает в следствии значительного промежутка меж стержнем клапана и носком коромысла. К характерным поломкам для ГРМ нужно причислить кроме того изнашивание шестерен распредвала, толкателей, направляющих клапана, смещение распредвала и изнашивание втулок и осей коромысел.
Практика демонстрирует, что на газораспределительный механизм приходится примерно четвертая часть всех отказов мотора, а уже на предотвращение этих отказов и восстановление ГРМ уходит 50% трудоёмкости обслуживания и ремонтных работ. Для диагностирования поломок применяют следующие параметры:
- определяют фазы газораспределительного механизма автомобиля;
- измеряют тепловой зазор между клапаном и коромыслом;
- измеряют промежуток между клапаном и седлом.
Измерение фаз газораспределения
Подобное диагностирование ГРМ двигателя выполняется на заглушенном моторе с помощью особого набора устройств, среди которых имеются указатель, моментоскоп, малка-угломер и прочие дополнительные приборы. Для того, чтобы фиксировать период раскрытия впускного клапана на 1-ом цилиндре, необходимо покачивать вокруг своей оси коромысло, а далее направить коленвал мотора до момента появления зазора меж клапаном и коромыслом. Малка-угломер для замера разыскиваемого зазора ставится прямо на шкив коленвала.






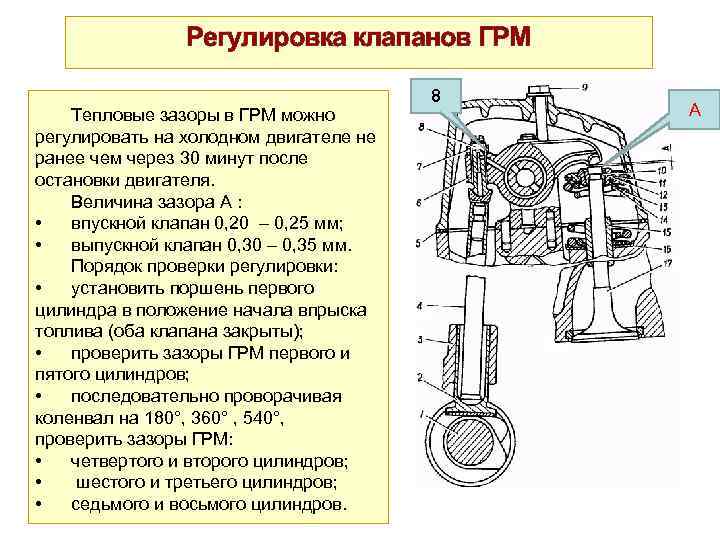
Измерение теплового промежутка между клапаном и коромыслом
Тепловой зазор измеряют при помощи набора щупов либо иного особого устройства. Это набор из металлических пластинок длиной в 100мм, толщина которых обязана быть не больше 0,5мм. Коленвал мотора поворачивают вплоть до верхней предельной точки, в период такта сжатия подобранного для контроля цилиндра. Непосредственно благодаря щупам разной толщины, поочередно вставляемым в сформировавшееся отверстие, и измеряется зазор.
Определение промежутка между клапаном и седлом
Его можно оценить по объему воздуха, который будет выходить через уплотнитель перекрытых клапанов. Эта процедура прекрасно объединяется с чисткой форсунок. Когда они уже сняты, убирают валики коромысел и прикрывают все клапаны. Затем в камеру сгорания под большим давлением происходит подача сжатого воздуха. Поочередно на любом из контролируемых клапанов ставят устройство, которое позволяет измерить расход воздуха. Если потеря воздуха превысит разрешенную, выполняется ремонт газораспределительного механизма.
Клапанная сталь
Клапанная сталь ) — выпускные клапаны автомобильных, тракторных и дизельных двигателей, из сталей мартенситоферрит-ного класса марок 15Х6СЮ и i2X13 — детали котельных установок, турбин.
Хромоникелевая аустенитная клапанная сталь обладает более высокой прочностью при температурах 600 — 900 С, более высокой пластичностью и не закаливается на воздухе. Недостатком ее является низкая твердость ( 160 — 200 Нв), которая не может быть повышена термообработкой, а также свойственная аустенитной стали недостаточно хорошая обрабатываемость резанием.
Легирование клапанных сталей одновременно хромом и кремнием предусматривает главным образом повышение окалинсстойкости. Совместное влияние хрома и кремния на повышение сопротивления окислению при высоких температурах иллюстрируется диаграммами на фиг. Следует иметь также в виду, что если при 6 — 8 % Сг содержание кремния будет выше 3 5 %, то сталь становится ферритной и не поддается упрочнению методами термической обработки.
Применяемые марки клапанной стали по химическому составу могут быть объединены в следующие группы.
Однако сварке поддаются только некоторые клапанные стали . Наиболее жаропрочные стали мартенситно-аустенитного класса не свариваются. К тому же сварные клапаны менее прочны, чем клапаны, полученные методом экструзии.
Хромокремнистые ( сильхромы) и клапанные стали типа 4Х9С2, 4Х10С2М, ЗХ13Н7С2, 4Х14Н14В2М и 4Х14Н14СВ2М применяются как жаростойкий материал в клапанах авиа — и автодвигателей, в рекуператорах, теплообменниках, колосниковых решетках. Эти стали имеют высокую прочность и твердость при рабочих температурах, хорошо сопротивляются действию тепло-смен и усталости. Обладают высоким сопротивлением газовой коррозии в атмосфере воздуха и в конденсате продуктов сгорания бензина.
В табл. 12 представлены отдельные марки клапанной стали .
Сталь марок Х14Н14В и Х14Н14ВС считается лучшей клапанной сталью и находит широкое применение как материал для выпускных клапанов наиболее мощных авиационных моторов.
Коэффициент термического расширения последнего сплава близок к соответствующему показателю клапанной стали 55Х20Г9АН4, а горячая твердость имеет высокое значение.
Как видно, сталь обладает более высокими механическими свойствами, длительной прочностью и окалиностойкостью, чем клапанные стали других марок .
Сталь первых пяти групп относится к карбидному классу и закаливается на воздухе, что связано с высокой твердостью ( до 500 Нв) и хрупкостью, являющейся существенным недостатком клапанной стали .
Сталь для клапанов двигателей внутреннего сгорания должна удовлетворять следующим требованиям: а) хорошо сопротивляться действию повторных динамических нагрузок при высоких температурах ( до 900 С в мощных авиамоторах); б) иметь достаточно высокую поверхностную твердость; в) противостоять разъедающему действию продуктов сгорания; г) обладать достаточной теплопроводностью и ограниченным коэфициентом термического расширения. Кроме того, клапанная сталь во избежание хрупкости не должна закаливаться на воздухе при охлаждении клапана с его рабочих температур. Всем перечисленным требованиям в полной мере ни одна из известных марок стали ( при крайнем разнообразии их) не удовлетворяет.








Углерод необходим потому, что он повышает устойчивость аустенита. Кремний применяется в клапанных сталях по двум причинам: во-первых, он, особенно в присутствии хрома, вызывает большую сопротивляемость окислению; во-вторых, при содержании его до 5 % повышается критическая точка Ас примерно на 50 на каждый процент содержания кремния. Хром также повышает точку Ас, примерно на 10 на каждый процент содержания его в материале.
Источник статьи: http://www.ngpedia.ru/id476194p1.html
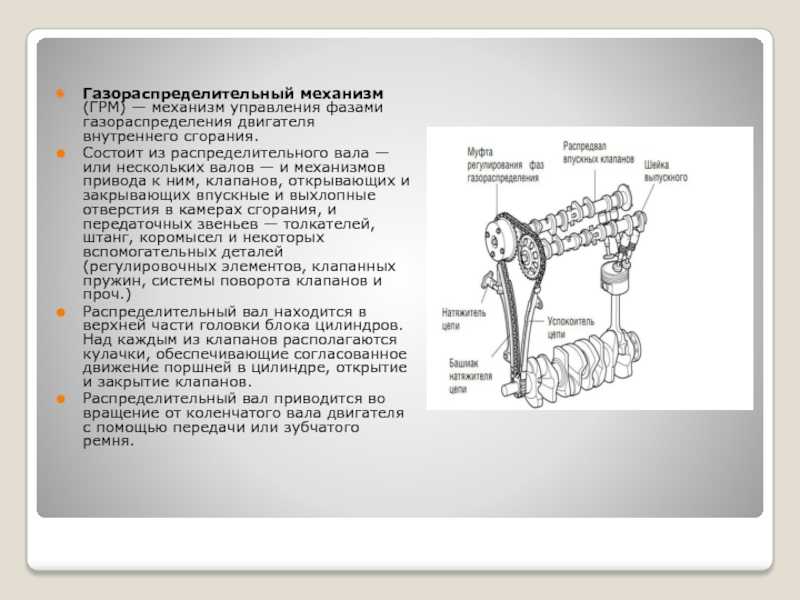
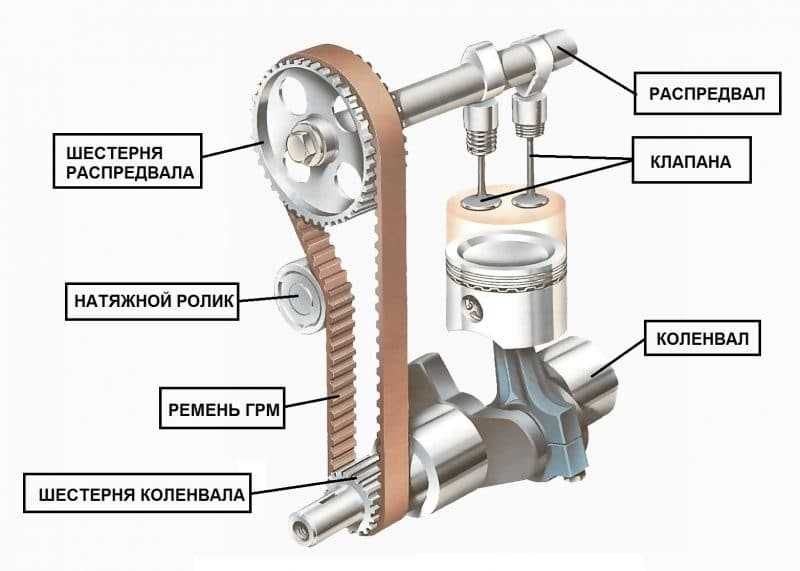
Устройство ГРМ
Четырехтактный двигатель внутреннего сгорания – наиболее распространенный силовой агрегат, использующийся в современном автомобилестроении. Свое название он получил по количеству фаз, необходимых для осуществления одного цикла работы, или поворота коленчатого вала на 720 градусов.
Фаза впрыска топлива или топливно-воздушной смеси, сжатие рабочего тела поршнем, рабочий ход и выпуск отработанных газов. В модели идеального двигателя все фазы разнесены во времени, перекрытие между ними отсутствует, что, в свою очередь, обеспечивает получение максимально возможных рабочих значений мощности, крутящего момента и оборотов двигателя.
На практике, к сожалению, дела обстоят несколько хуже. Устройство газораспределительного механизма, отвечающего за исполнение фазы впрыска топлива и удаление выхлопных газов, его схема и принцип работы – основная тема данной статьи.





