krassawa › Блог › Притирка клапанов: делаем правильно
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде.3. Новые клапана.4. Непосредственно сам инструмент для притирки клапанов.С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
• трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
• дрель, сверло на 8.5мм
• контактная или газовая сварка (автоген).
• гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
После того как все готово можно приступить к притирке.
1. Берем новый клапан, вставляем в клапанную втулку.2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 21, чтобы смесь стала похожа по вязкости на шампунь.3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой.После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Величина теплового зазора
Зазор в клапанах ДВС также выставляется разный, и он тоже зависит он конкретной модели силового агрегата. Величина теплового зазора (ТЗ) разработчиками рассчитывается, исходя из теплового расширения металла, применяемого в моторе, а материал для изготовления производителями используется разный. Еще нужно сразу отметить, что не всегда заводом рекомендуемые ТЗ строго выполняются ремонтниками, так как на практике выясняется, что другие величины зазоров на практике более подходят для той или иной модели движка, с ними мотор работает в оптимальном режиме.
ТЗ должны быть оптимальными, не больше и не меньше положенного. Если зазор слишком маленький:
- клапана негерметично прилегают по седлам, уменьшается компрессия в цилиндрах, теряется мощность ДВС;
- со временем из-за неплотного прилегания к седлам прогорают клапана (обычно выпускные);
- мотор неровно работает на холостых оборотах.
Если зазор слишком большой:
- в движке возникает неприятный щелкающий стук (похож на звук стрекочущей швейной машинки);
- быстро вырабатываются детали – изнашиваются кулачки РВ, толкатели, регулировочные шайбы, торцы клапанов;
- мотор не развивает необходимой мощности, так как при недостаточном открытии клапанов не происходит необходимого наполнения цилиндров ТВ смесью.
В среднем ТЗ клапанов находятся в пределах 0,15-0,45 мм, причем, для выпуска зазоры всегда устанавливаются больше – при малых ТЗ выпускные клапана склонны к прогоранию.
Регулировка клапанов (РК) обычно производится на холодную, но на некоторых моделях автозаводы-изготовители рекомендуют выполнять регулировочные работы на прогретом ДВС.
Замена деталей
Чтобы заменить пневмокамеру не понадобится сложных инструментов и долгих манипуляций. Сначала откручивается крепление и снимается шток, после чего снимается камера и ставится новая. Иногда возможно коррозийное разрушение корпуса самой емкости, на предмет чего тоже нужно ее периодически проверять.

Инструменты для клапана: отвертки, ключи и плоскогубцы
Для замены клапана управления заслонками впускного коллектора понадобится набор отверток, плоскогубцы, ключи. На всю работу уйдет не более двадцати минут:
- Сперва откручиваются винты крепления планки, на которой находятся клапаны;
- Устанавливаются новые клапаны;
- Прикручивается вся конструкция на место;
- Измеряется сопротивление – его значение должно быть от 33.2 до 33.3 Ом.
Замена недолгая и простая, поэтому ее можно провести даже во дворе дома, взяв нужные инструменты.

Клапан впускного коллектора в автомобиле

Расположение клапана
Как правильно притереть — процесс выполнения работ
Начинается процесс притирки с рассухаривания клапанов. Сначала подкладываем под тарелку клапана предмет, который служит упором для него.




Чтобы облегчить процесс запоминания и гарантировано исключить ошибку при установке рокеров, опытные автолюбители рекомендуют снимать и притирать клапана по одному.
Популярный способ снятия клапанов – с помощью специального съемника (приобретают в автомагазине или на авторынке), но иногда сухари на конусе прилипают и сразу не снимаются. В этом случае, по утверждению опытных «Кулибиных», можно взять подходящую по диаметру трубку и, приставив ее к верху клапана (сухарику), слегка «тюкнуть» молотком. Легкий удар срывает сухарь, если тот залип, и облегчает процесс снятия клапана съемником.
После снятия пружины вытягиваем клапан из седла и визуально осматриваем. После долгой работы, даже если он не прогорел, все равно на нем есть нагар, поэтому проводим притирку клапанов.
Для этого понадобится специальный притирочный порошок или паста (Permatex Valve Grinding Compound, паста ГОИ, ВПМ- Авто, М-14 – М-40, и т. д). Пасты применяют сразу, а порошки разводят моторным маслом, при этом получается вязкая субстанция, которая наносится на фаску клапанной тарелки. Пасты и порошки имеют разную величину зерна: крупнее — для первичной притирки, мельче — для финальной.
Намазав фаску седла пастой или разведенным порошком, вставьте его обратно в седло, слегка прижмите и проверните, чтобы паста равномерно распределилась по фаске тарелки и попала на седло. После этого с обратной стороны ГБЦ к штоку клапана присоедините патрон дрели или шуруповерта (дрель лучше, потому что у нее большее чисто оборотов).
Важно! Ни в коем случае не перекашивайте дрель, чтобы притереть клапана правильно
Лучше осторожно тянуть дрель вверх пальцами, упираясь ими в районе патрона, и придерживая ее за ручку
Сначала дрель должна некоторое время поработать в одном направлении, потом переключите в противоположную сторону (включить реверс).
После нескольких минут работы в каждую сторону ( по 1 минуте в каждую сторону), клапан достают и осматривают. Результат видно невооруженным глазом, седло клапана блестит или имеет матовый серый цвет. Если остаются вкрапления или пятна, процедуру повторите, нанеся финишную пасту. Тоже касается и седла, если оно имеет вкрапления, раковинки или неоднородный цвет, притирку повторяют.
Если клапан правильно притёрт к седлу, его устанавливают на место, предварительно заменив сальник на новый.
Важно! Сальники клапанов менять ОБЯЗАТЕЛЬНО! Это одноразовая деталь. Иначе вся работа пойдет насмарку, клапан будет свободно чувствовать себя в седле, не даст полноценной герметизации, и по нему будет попадать масло в цилиндры
Ещё кое-что полезное для Вас:
Ещё кое-что полезное для Вас:
- Как заменить направляющие втулки клапанов
- Самостоятельная регулировка зазоров клапанов на ВАЗ 2110
- Датчик положения коленчатого вала — проверка, устройство, признаки неисправности
Сальник снимается при помощи пассатижей. Ими захватывают сальник и, проворачивая его из стороны в сторону, извлекают из паза. Главное — нельзя бить по направляющей втулке, чтобы ее не повредить.
Когда старый сальник снят, ставим новый. Для этого рекомендуют вставить клапан в седло, чтобы он послужил направляющей и облегчил процесс установки. Новый сальник одевается на шток клапана, берется трубка подходящего диаметра, и легким постукиванием молотка по трубке ставим сальник на место. То, что сальник стал на место, определяем по звуку. Сначала он слышен только в районе сальника, а после того как тот станет на место, звук начнет распространяться по всей ГБЦ.
Не стоит забывать, что и в торце штока образуется выработка, которую обязательно убираем. Если ее оставить, то мотор работает с перебоями. Сточить ее можно легко, например, на точильном станке, главное, чтобы поверхность торца штока была ровной (допускается даже слегка выпуклая).
Засухарив клапан, переходим к следующему. Процесс засухаривания несложен, даже если нет специального съемника, воспользуйтесь рожковым ключом, но тогда понадобится посторонняя помощь. Один человек прижимает рожковым гаечным ключом пружину, а другой устанавливает сухарик.





Тщательно вытерев торец клапана и рокер от пыли, грязи и механических частиц, собираем узел, устанавливаем рокер, зафиксировав пружиной. Переходим к следующему клапану, соблюдая ту же последовательность в работе.
После притирки проверяем – болтается клапан или нет? Причиной люфта клапана может быть либо выработка направляющей втулки, либо самого клапана. Если выработка на клапане, то это увидим невооруженным взглядом, и тогда стоит менять его, а если он в порядке, то меняем направляющую втулку.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа. В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Притирка клапанов относится к категории обязательных процедур после их замены. Если стадию притирки пропустить, клапана не будут герметичны, от чего попадание частиц воздуха и бензина в камеру сгорания станет неизбежным. В отдельных случаях возникает необходимость притереть старые клапана, если машина дёргается на холостых ходах, следовательно, речь идёт о разной компрессии в цилиндрах. Итак, как притереть клапана, что стоит учитывать при выборе способа, каких абразивных паст стоит избегать новичкам? От чего зависит качество выполненных работ, и какие признаки указывают на то, что лучше сразу купить новые детали?
Клапана относятся к категории элементов ГБЦ. На каждый цилиндр приходится два клапана как минимум. Один из них впускает в камеру сгорания смесь топлива и воздуха, которая поступает из впускного коллектора. Второй избавляется от отработанных газов. Они поочерёдно открываются, имеют визуальное сходство с гвоздём.
Головку часто называют тарелкой, этой стороной они направлены во внутреннюю часть цилиндра. Если клапан закрыт, его головка располагается в седле и заслоняет камеру сгорания за счёт прижатия фаской к седлу максимально плотно. Так как притереть клапанё следует в случае их замены или при резких рывках авто на холостых оборотах, стоит рассмотреть этот процесс более детально.
Основные характеристики сравнения
Нередки случаи, когда в одной ректификационной колонне в разных секциях используются тарелки разных типов. Это объясняется тем, что паровые и жидкостные нагрузки по высоте нефтяных колонн, особенно работающих с боковыми отборами, существенно различаются (иногда на порядок). При сравнении контактных устройств различного типа в качестве основных обычно выступают следующие показатели:
- Производительность.
- Гидравлическое сопротивление.
- Эффективность (коэффициент полезного действия) – характеризует степень приближения реального процесса разделения на тарелке к теоретически достижимому (теоретическая тарелка).
- Допустимый диапазон варьирования рабочих нагрузок (и по пару, и по жидкости), который определяется отношением максимально допустимой нагрузки к минимально допустимой.
- Градиент уровня жидкости по ширине полотна тарелки, который определяется тем обстоятельством, что жидкость на тарелку вводится с одного края тарелки (секции), а отводится с другого. При течении жидкости по полотну тарелки она преодолевает определенное гидравлическое сопротивление, поэтому высота слоя жидкости у приемного кармана превышает соответствующий уровень у сливного кармана. Наличие градиента приводит к нарушению равномерности распределения пара по ширине барботажного слоя и в итоге – к снижению эффективности КУ.
- Высота межтарельчатого расстояния, которая должна обеспечивать нормальную работу гидравлического затвора для обеспечения гарантированного перетока жидкости с верхней тарелки на нижнюю.
- Обеспечение длительной работоспособности при работе на загрязненных средах и средах, склонных к образованию смолистых или других отложений.
- Металлоемкость.
- Стоимость.
- Удобство монтажа и ремонта, простота конструкции.
Порядок регулировки клапанов ВАЗ 2101-2107
Сначала подготавливаем автомобиль:
- подождать пока двигатель остынет, если он работал;
- поставить машину на ровное место;
Порядок регулировки клапанов:
-
- Снять крышку воздушного фильтра и сам фильтр.
- Отсоединить трубки крепления фильтра и демонтировать крепление.
- Снимаем тросик управления воздушной заслонки (подсос).
- Снять тягу дроссельной заслонки.
- Выкручиваем гайки крепления клапанной крышки и снимаем ее.
- Перед регулировкой клапанов, сразу проверяем как натянута цепь. Если натяжка не нормальная, придется проводить работы заново.
-
Снимаем крышку трамблера (распределителя).
-
Устанавливаем в 4-м цилиндре поршень в верхнюю мертвую точку (ВМТ). ВМТ устанавливаются с помощью меток на шкиве коленвала ДВС и крышке привода распределительного вала, также метки нанесены на шестерни распредвала и крышки распредвала.
Метку выставляют специальным ключом для болта шкива коленвала ДВС.
Если нет ключа, можно выставить 4-й поршень в ВМТ вращая одно из задних колес. Поднять одну сторону домкратом, рычаг переключения скоростей поставить на 4-ю передачу, чтобы было легче крутить и медленно крутить колесо. При выставлении меток без ключа, потребуется помощник, который будет смотреть на метки.
-
Когда метки на распредвале и на крышке распредвала совместились, проверяем, чтобы метки на коленвале также совпали. Также можно проверить, совпали ли метки на бегунке трамблера. Контактный вывод должен быть направлен на вывод провода высокого напряжения четвертого цилиндра. Как определять, раннее или позднее зажигание, мы уже разбирала в другой статье.
- После совпадения меток приступаем к настройке зазоров клапанов.
Правильный порядок регулировки клапанного механизма ВАЗ «Классика» 2101-2107. Угол проворота коленчатого вала Регулируемые клапана 8 и 6 180 4 и 7 360 1 и 3 540 5 и 2 Из таблицы мы видим, что, если 4-й поршень выставить в верхнюю мертвую точку, то измеряем и регулируем 6-й и 8-й клапана.
- Находим 8-й клапан. Отсчет идет со стороны бампера, восьмой будет первым от салона.
-
Между рокером и кулачком распредвала вставляем щуп. Нормальный зазор — это проход щупа с небольшим ощутимым сопротивлением.
Если пластинчатый специальный щуп толщиной 0,15 проходит легко или с большим усилием, то надо регулировать.
-
На рокере сбоку есть гайка, закрученная на болт с головкой на 13 мм. Этим болтом выставляется зазор, а гайка защищает от самовыкручивания. Чтобы увеличивать или уменьшать зазор, ослабляем гайку под ключ на 17, одновременно удерживая болт. Когда болт ослаблен, вращаем его и изменяем зазор.
Когда выставили нужный зазор, приступаем к затяжке. После затяжки надо проверить заново, возможно болт чуток крутнулся и изменил зазор.
-
- Далее, проделываем то же самое с 6-м клапаном.
-
Когда пару клапанов 8 и 6 отрегулировали. Приступаем, согласно таблице, к выставлению зазоров 4-го и 7-го клапанов. Но, перед тем, как приступить к настройке 4 и 7 клапанов, надо провернуть коленвал на 180 градусов. После поворота коленчатого вала ДВС на 180 градусов, уже поршень 3-го цилиндра выставится в ВМТ. Угол поворота при выставлении третьего поршня в верхнее мертвое положение неудобно выставлять. Для удобства используем маркер или фломастер.
Если коленвал ДВС повернется на 180 градусов, то бегунок трамблера повернется на 90 градусов. Значит, можно использовать трамблер и бегунок для выставления 3 поршня в ВМТ, сделав метки маркером на корпусе: отмечаем где сейчас контакт, и отмечаем где он должен быть строго через 90 градусов.
- После регулировки клапанов 3-го цилиндра автомобилей Ваз классических моделей, с помощью трамблера выставляем поршень 1-го цилиндра поворотом коленвала еще на 180 градусов, регулируем клапаны 1 и 3, аналогично. Затем, также выставляем поршень 2-го цилиндра в ВМТ и регулируем последние клапана 5 и 2.








Принцип работы
Теплоноситель, вода, газовая среда, продвигаясь по трубопроводу, оказывают нажим на заслонку, которую удерживает пружина. Как только сила напора достигает заданного уровня, затвор открывается и избыточный объем рабочей среды отводится по специальному ответвлению в другой контур системы.
После снижения уровня до нормального, спираль ставит затвор в исходное положение и содержимое трубопровода продолжает циркулировать.
В автомобиле перепускной узел турбины имеет заслонку, полное открытие или закрытие которой, зависит от рычага активатора. Длина его тяги может меняться со временем под воздействием различных факторов. Поэтому за этим следят и производят регулировку тяги.
https://youtube.com/watch?v=cQsRy13UNsE
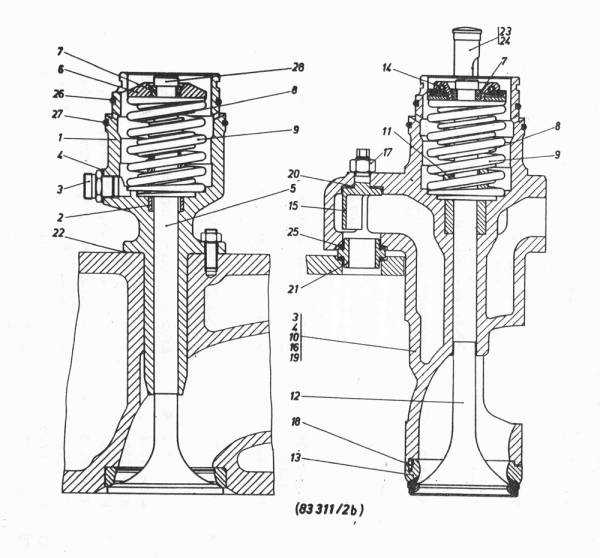
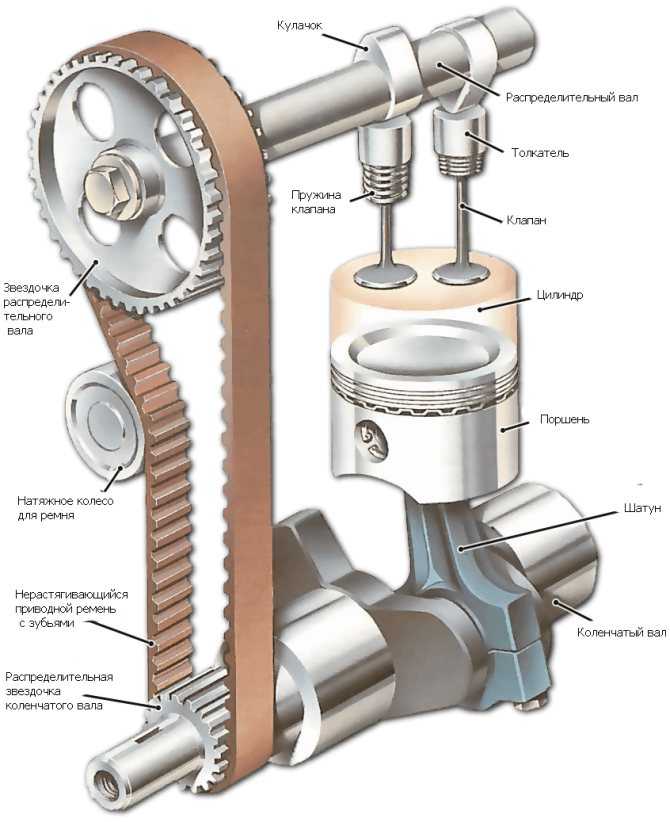
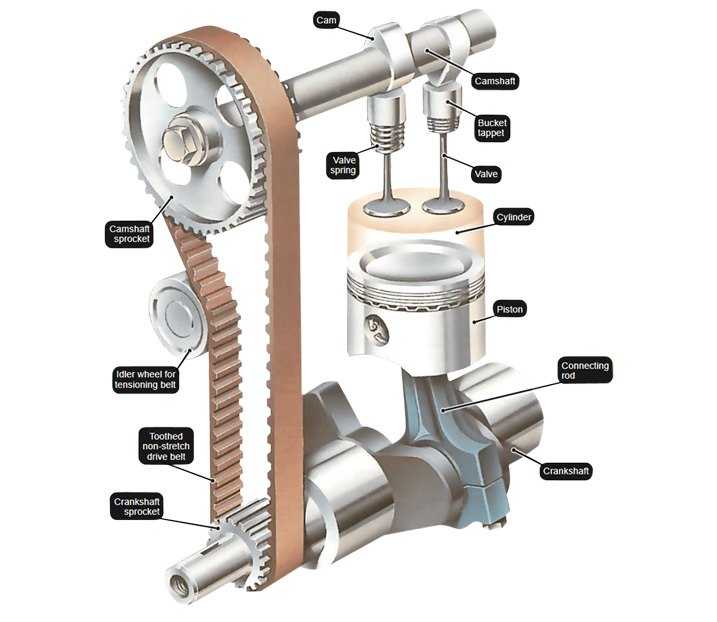
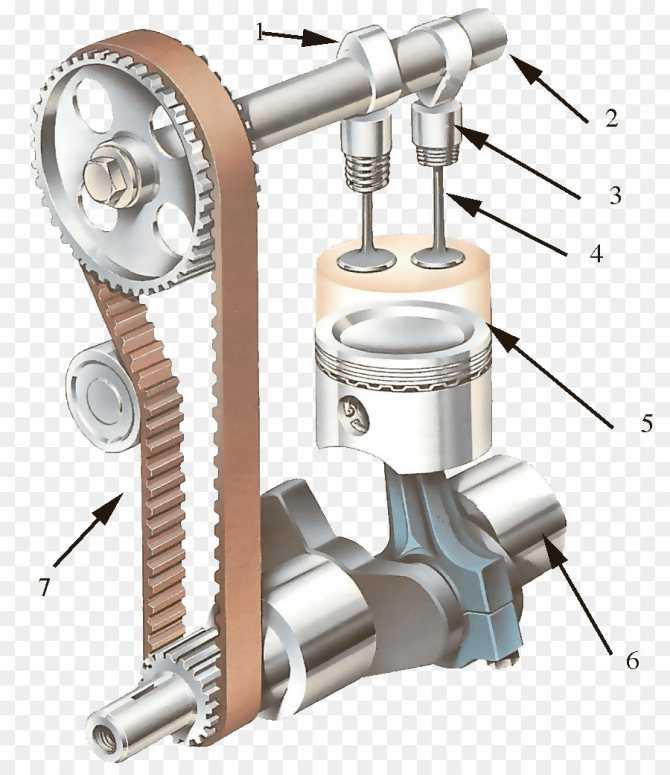
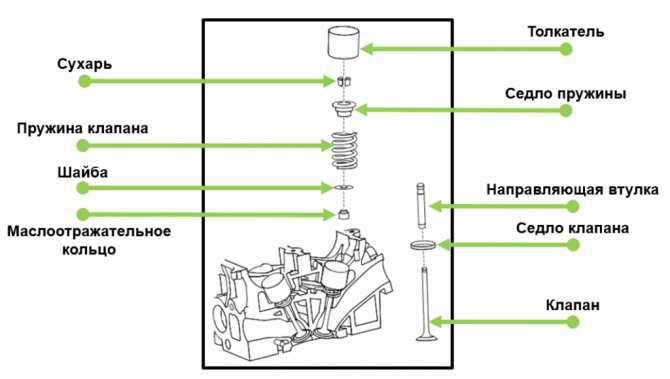
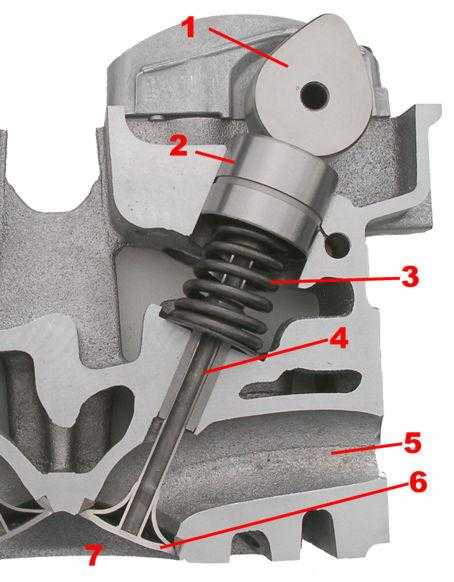
Основные элементы клапанного механизма
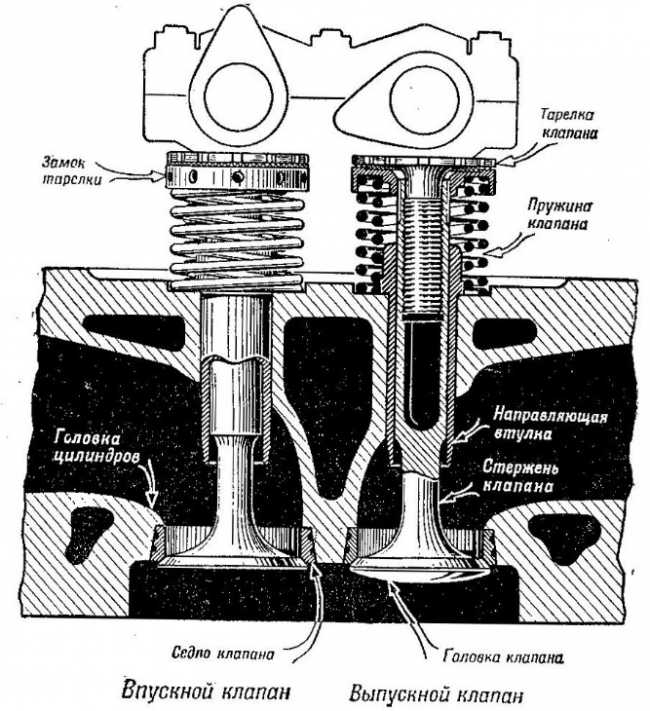
Для нормальной работы двигателя требуется как минимум два клапана на цилиндр, впускной и выпускной. Сам клапан состоит из стержня и головки в виде тарелки. Седло — это место контакта головки клапана с головкой блока цилиндров. Впускные клапана имеют больший диаметр головки, чем выпускные. Это обеспечивает лучшее заполнение камеры сгорания топливовоздушной смесью.
Основные элементы механизма:
- впускные и выпускные клапана — предназначены для ввода топливовоздушной смеси и вывода отработанных газов из камеры сгорания;
- направляющие втулки — обеспечивают точное направление движения клапанов;
- пружина — возвращает клапан в исходное положение;
- седло клапана — место контакта тарелки с ГБЦ;
- сухари — служат опорой для пружины и закрепляют всю конструкцию);
- маслосъемные колпачки или маслоотражательные кольца — предотвращает попадание масла в цилиндр;
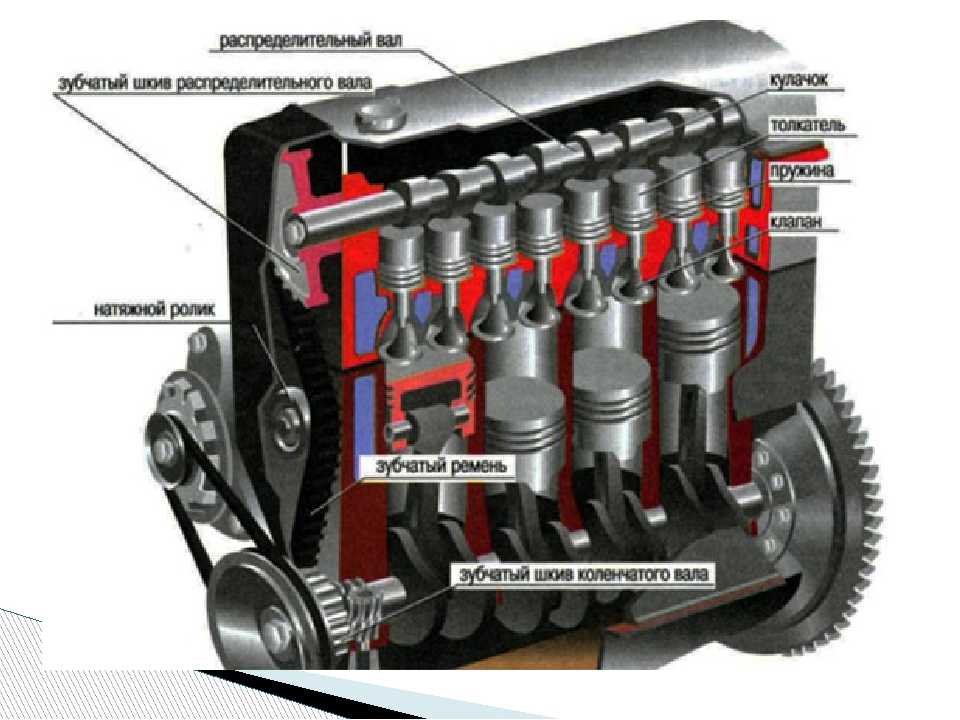
- толкатель — передает нажатие от кулачка распределительного вала.
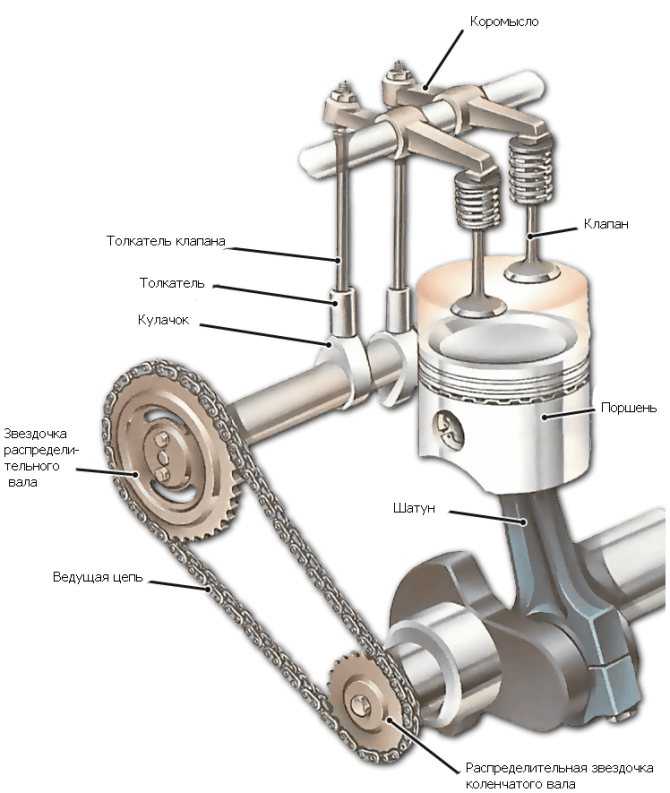
Кулачки на распределительном валу давят на клапаны, возврат которых в исходное положение обеспечивается пружиной. Пружина прикреплена к стержню с помощью сухарей и пружинной тарелки. Для гашения резонансных колебаний на стержне могут устанавливаться не одна, а две пружины с разносторонней навивкой.
Направляющая втулка представляет собой цилиндрическую деталь. Она снижает трение и обеспечивает плавную и правильную работу стержня. В процессе эксплуатации эти детали также подвержены нагрузкам и температуре. Поэтому для их изготовления используются износостойкие и жаропрочные сплавы. Втулки выпускных и впускных клапанов немного отличаются друг от друга из-за разницы в нагрузке.
Для чего необходима притирка

Процесс притирки клапанов вручную
При покупке автомобиля большинство смотрит на степень сжатия в цилиндрах. Этот параметр зависит от большого числа факторов, среди которых и состояние поршней, и колец, и клапанов. Последние могут просто плохо закрывать отверстия вследствие износа рабочей поверхности или прогорания. А негерметичная камера сгорания – это причина малого давления в цилиндре. Внешний признак – ухудшаются характеристики, разгон становится медленным, автомобиль просто «не тянет», а при большой нагрузке даже малый уклон становится почти непреодолимым препятствием.
И если вы провели капремонт двигателя, а компрессия в цилиндрах далека от идеала, то первым делом смотрите на клапаны, насколько хорошо они закрывают впускные и выпускные отверстия. На некоторых моделях автомобилей установлена система, которая проводит притирку в процессе работы. Все достаточно просто – клапан вращается вокруг своей оси, лишний металл стачивается и в итоге образуется идеально ровная поверхность. При соприкосновении с блоком не наблюдается зазоров, отверстия закрываются максимально плотно. Но в большей части автомобилей таких систем нет, поэтому приходится все делать вручную. Способов всего три, их и рассмотрим детально.
Правила установки и эксплуатации
Благодаря указаниям производителя на корпусе устройства установка соленоидного клапана максимально простая. Человеку с навыками работы с инженерным оборудованием будет легко установить клапан на участке трубопровода. Ключевые рекомендации по установке устройства:
расположить клапан нужно строго в соответствии со стрелками на корпусе устройства, указывающими направление тока воды;
на подающем участке трубы перед самим клапаном рекомендуется установить грязевой фильтр для улавливания частиц (они не должны попадать в устройство клапана, т.к
от них устройство быстро выходит из строя);
подключение устройства к источнику питания происходит только после установки его в трубопровод и проверки герметичности соединения;
важно следить, чтобы на устройство не было весовой нагрузки труб;
при установке на открытом воздухе необходимо изолировать устройство или выбирать модель соответствующего уровня IP.. В остальном установка клапана по принципу не отличается от других видов запорной арматуры
Например, при использовании устройства с резьбовым соединением необходимо сделать резьбу на трубе при помощи специального инструмента. Непосредственно перед установкой трубу нужно подготовить — зачистить от загрязнений и заусенцев, обезжирить с помощью растворителей
В остальном установка клапана по принципу не отличается от других видов запорной арматуры. Например, при использовании устройства с резьбовым соединением необходимо сделать резьбу на трубе при помощи специального инструмента. Непосредственно перед установкой трубу нужно подготовить — зачистить от загрязнений и заусенцев, обезжирить с помощью растворителей.
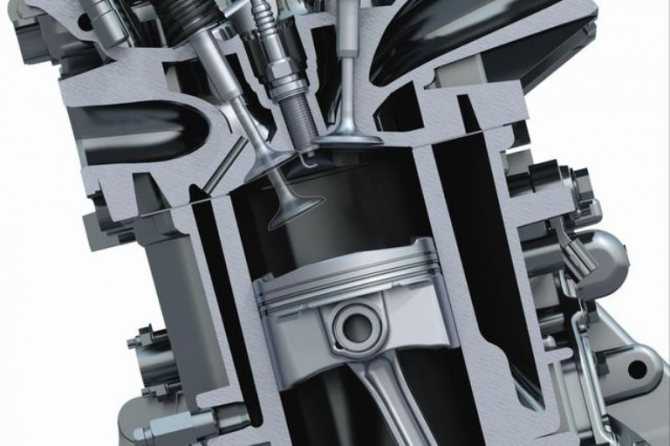
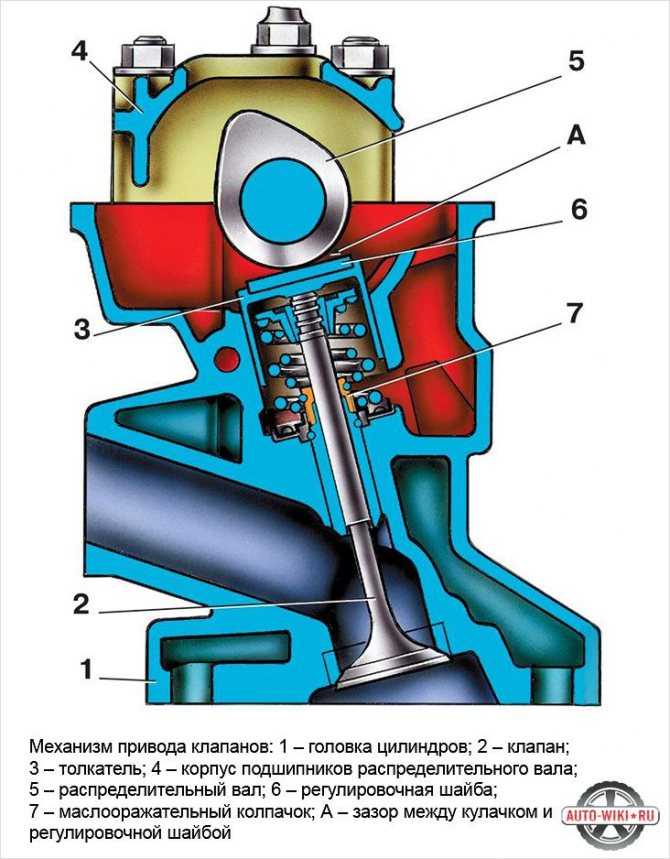
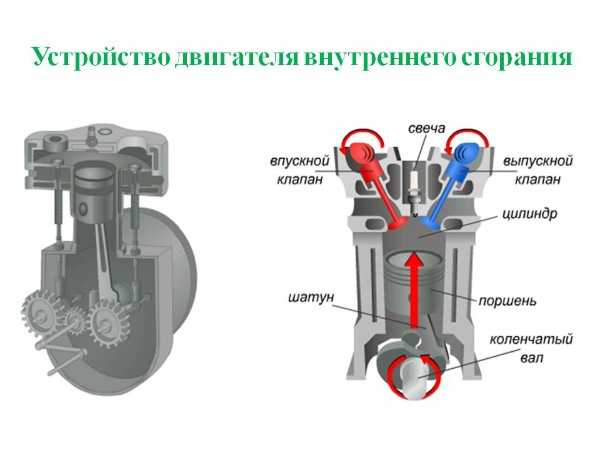
Конструкция клапанов двигателя
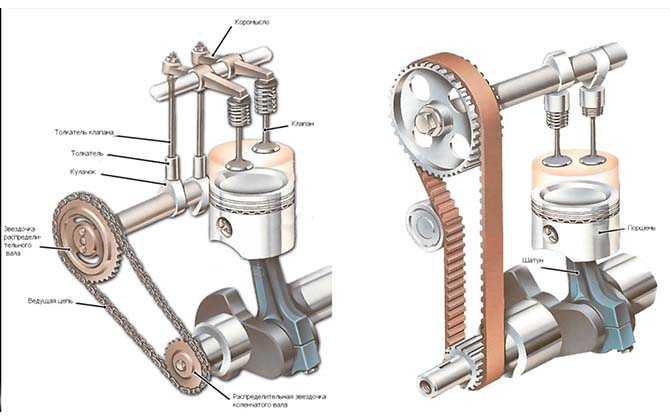
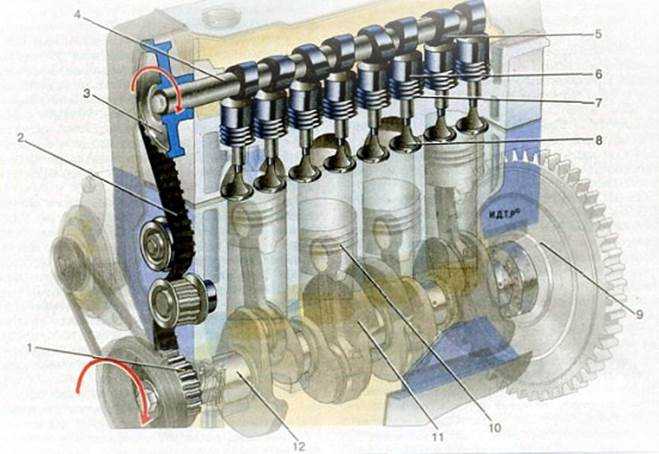
Механизм привода клапанов – это часть более крупного газораспределительного механизма (ГРМ). По конструкции ГРМ может быть с верхним или с нижним расположением клапанов. В современных двигателях чаще применяется первая схема.
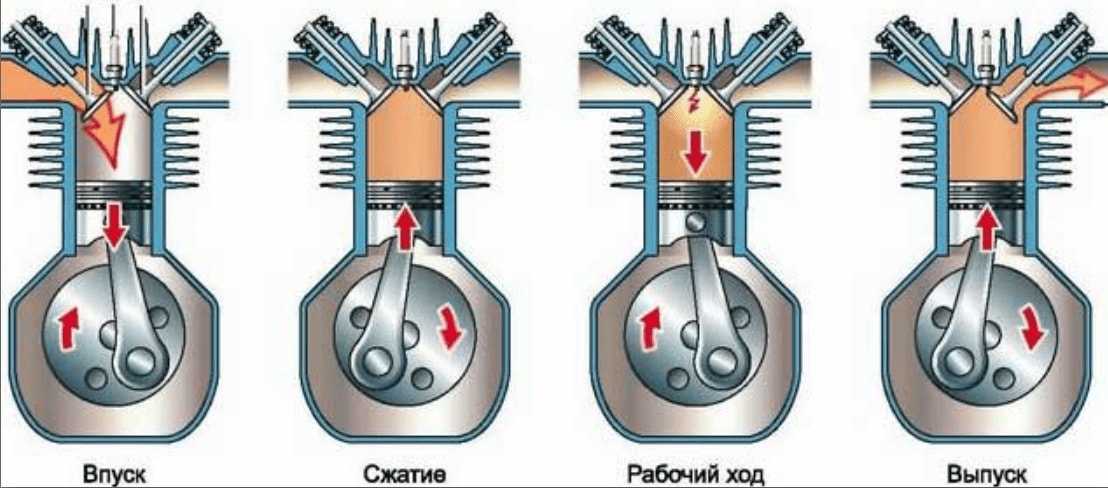
Посредством клапана в цилиндр напрямую подается топливовоздушная смесь в точной дозировке. Также может осуществляться подача просто воздуха. Выпуск отработавших газов из цилиндра происходит аналогично при помощи клапана. Поэтому четырехтактный двигатель внутреннего сгорания должен иметь на каждый цилиндр минимум два клапана, чтобы реализовывался принцип его работы.






По прямому назначению клапаны можно поделить на два вида:
- впускной клапан;
- выпускной клапан.
Частью клапана является его тарелка. Конструкция современных двигателей такова, что клапаны расположены в головке блока цилиндров (сокращенно ГБЦ). Место контакта клапана и ГБЦ называется седлом клапана. Седло изготавливают из стали или чугуна и запрессовывают в ГБЦ.
Чтобы цилиндр наполнялся топливно-воздушной смесью или воздухом максимально эффективно, тарелка впускного клапана должна превышать тарелку выпускного по диаметру. Это главное отличие между впускными и выпускными клапанами. Благодаря большему диаметру тарелки впускной клапан наполняет цилиндр воздухом или топливной смесью более качественно.
Однако есть причины для увеличения диаметра тарелки и выпускного клапана. К примеру, это улучшает очистку цилиндров от продуктов горения. Однако нельзя увеличивать диаметры тарелок обоих клапанов до бесконечности – они должны поместиться в геометрические размеры камеры сгорания, расположенной в головке блока цилиндров.
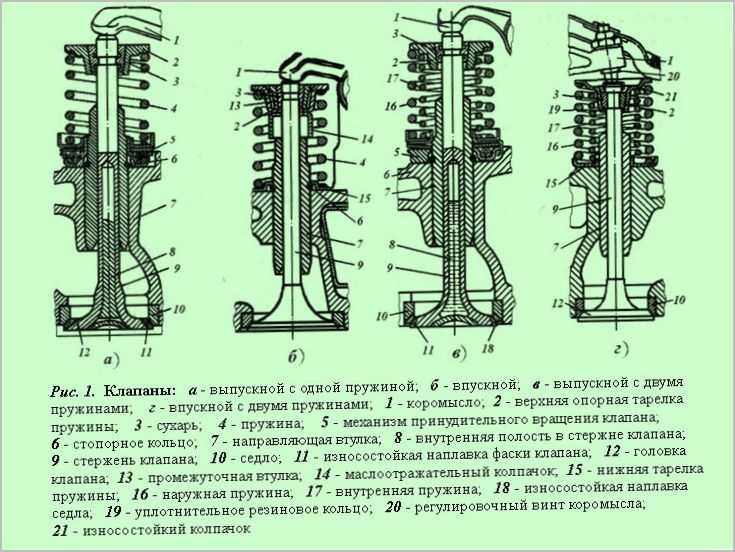
Во время работы клапаны мотора подвергаются большим нагрузкам как по механическим параметрам, так и по температуре. По этой причине изготавливают их из специальных сплавов, способных противостоять высокой температуре и механическому разрушению. Особо усиливают кромку тарелки, да и ей самой придают дополнительную механическую прочность при помощи напыления из керамики. Впускной клапан имеет обычно стержень из цельного куска металла, а вот стержень выпускного содержит внутри полость с натрием. Это обеспечивает ему повышенную теплопроводность для быстрого отведения тепла от тарелки клапана.
Поверхность прикосновения тарелки клапана к блоку цилиндров называется фаской. В этом месте очень нежелательно образование нагара. Чтобы предотвратить такое явление, а также более равномерно распределить тепло, в конструкции механизма клапанов применяется определенное инженерное решение. А именно клапан вращается во время работы двигателя.
В настоящее время чаще всего используются ДВС с четырехклапанной схемой. То есть каждый цилиндр такого мотора имеет два впускных и два выпускных клапана. Когда клапан на впуске опускается, открывается кольцевой проход между седлом и тарелкой. Через этот проход осуществляется наполнение цилиндра топливно-воздушной смесью или просто воздухом. Площадь сечения прохода напрямую влияет на скорость наполнения цилиндра и, как следствие, на производительность мотора.
Кроме вышеописанной схемы, встречаются двух-, трех- и пятиклапанные. У двухклапанной системы один впускной и один выпускной клапан в каждом из цилиндров. Трехклапанная содержит два впускных и один выпускной. Если клапанов пять, три служат для впрыска и два для выпуска отработавших газов. Количество клапанов определяется размером камеры сгорания в конкретном двигателе, типом привода клапанов. Также число клапанов зависит от форсированности ДВС и других показателей.
Клапан открывается за счет нажатия на его стержень. Осуществляет это нажатие привод. Таким образом посредством привода клапана происходит передача усилия от распределительного вала. В современных двигателях реализовано две основных схемы привода: передача движения от гидравлических толкателей или привод, базирующийся на роликовых рычагах.
Закрывается клапан посредством пружины, подобранной по жесткости. Благодаря давлению пружины тарелка клапана герметично перекрывает каналы впуска и выпуска. Для удержания клапана на стержне служат сухари и тарелка клапанной пружины. Однако двигатель в работающем состоянии, особенно при нагрузке, способен вызывать на клапанах резонансные колебания. Для борьбы с этим эффектом устанавливают две пружины, витки которых имеют разное направление.
Делаем выводы
Прежде, чем сделать какие-то выводы, для удобства восприятия, все полученные результаты измерений были внесены в сравнительную таблицу.
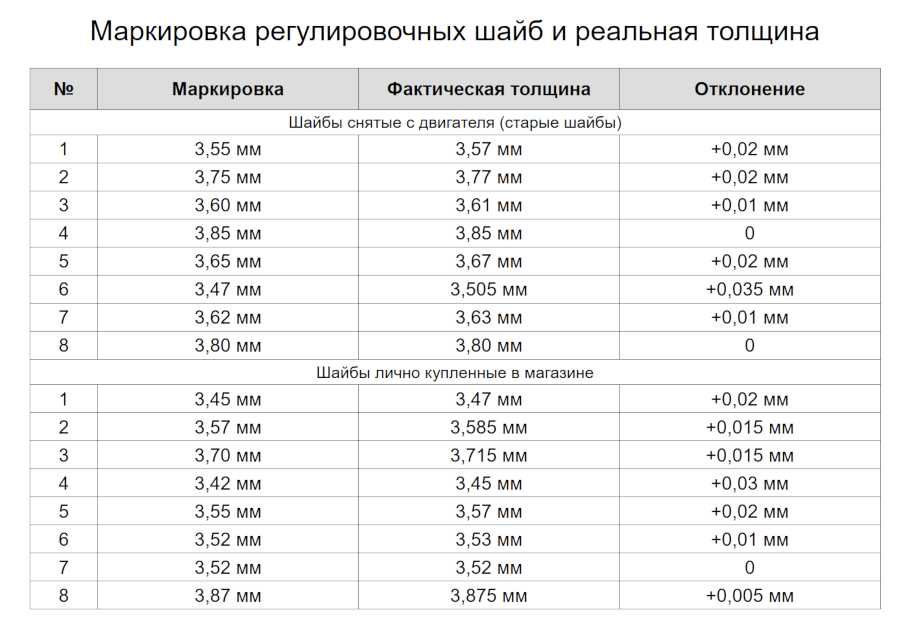
Чуть ниже мы рассмотрим все приведенные показатели, но сначала ответим на вопрос: почему в своих измерениях я использовал именно 16 регулировочных шайб, а не 20 или 10? Все очень просто. Шайбы в таблице делятся на две группы:
- Шайбы установленные с завода. Так как клапанов в двигателе 8, то и регулировочных шайб тоже 8;
- Шайбы купленные в магазине. Их тоже 8, так как они были куплены взамен старым, установленным с завода.
Идем далее. В колонке «Маркировка» я записал номинальный размер регулировочных шайб, который указан на шайбе.
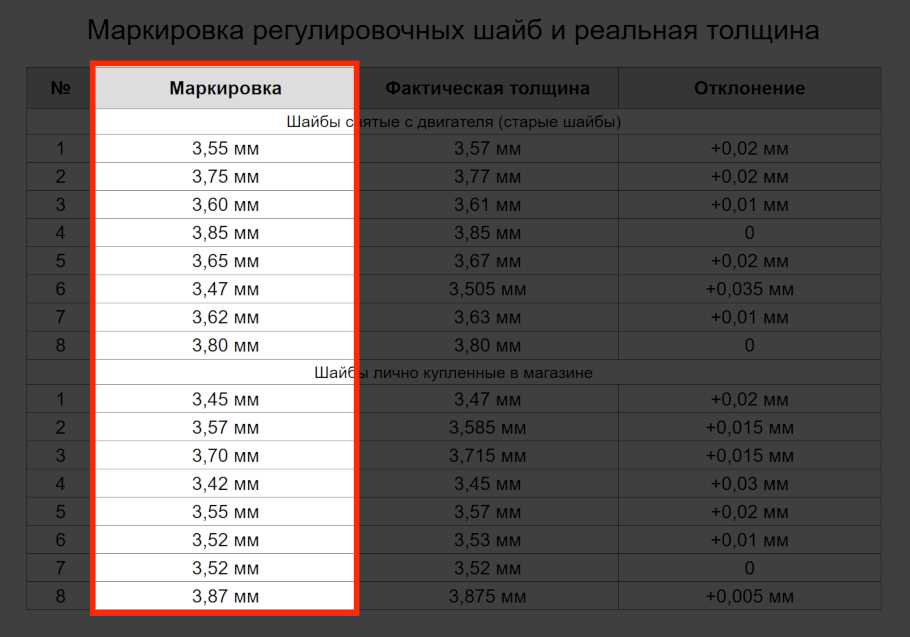
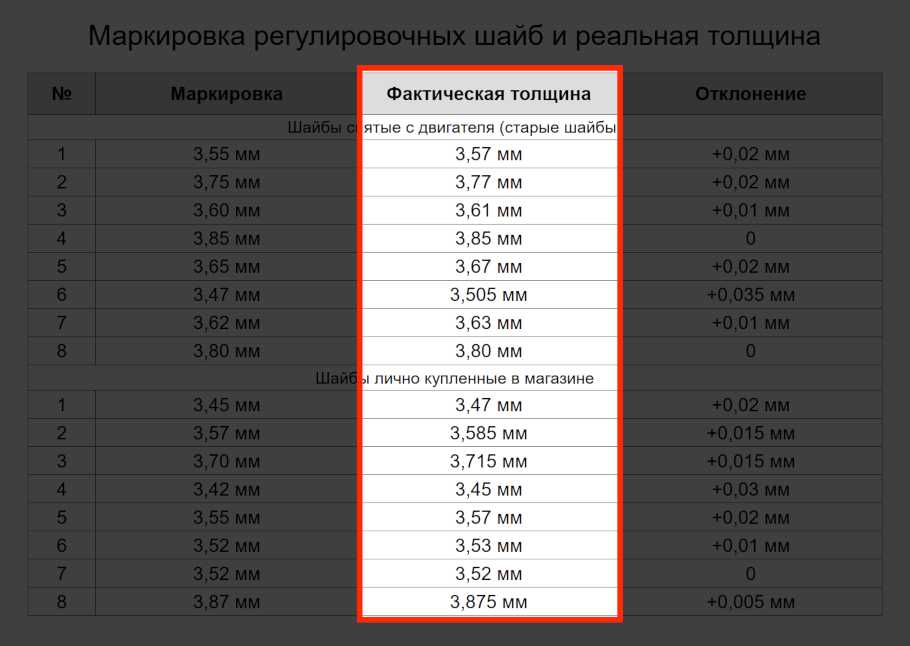
А в следующей колонке «Фактическая толщина» записал реальную толщину каждой из регулировочных шайб.
В последней колонке «Отклонение» я зафиксировал отклонение регулировочной шайбы от номинального размера или так называемую погрешность.
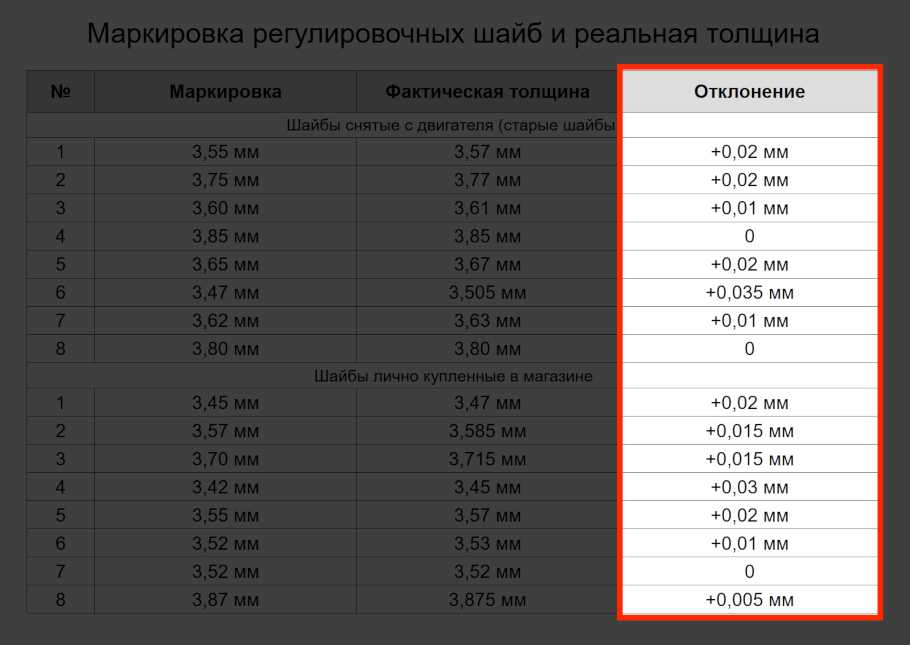
Вывод первый: идеальных шайб не бывает
Обратите внимание, что отклонения у шайб, установленных с завода практически такие же, как у шайб, купленных в магазине. Это значит, что у всех регулировочных шайб имеются погрешности, и это нормально. На заводе не ставят какие-то «супер шайбы» с нулевым отклонением от номинала
На заводе не ставят какие-то «супер шайбы» с нулевым отклонением от номинала.
Вывод второй: допуск ± 0,05 мм обусловлен погрешностью регулировочных шайб
Почему можно сделать вывод, что допуск ± 5 соток, обозначенный заводом изготовителем, обусловлен погрешностью в реальной толщине регулировочных шайб? Если обратить внимание на таблицу, то все станет ясно
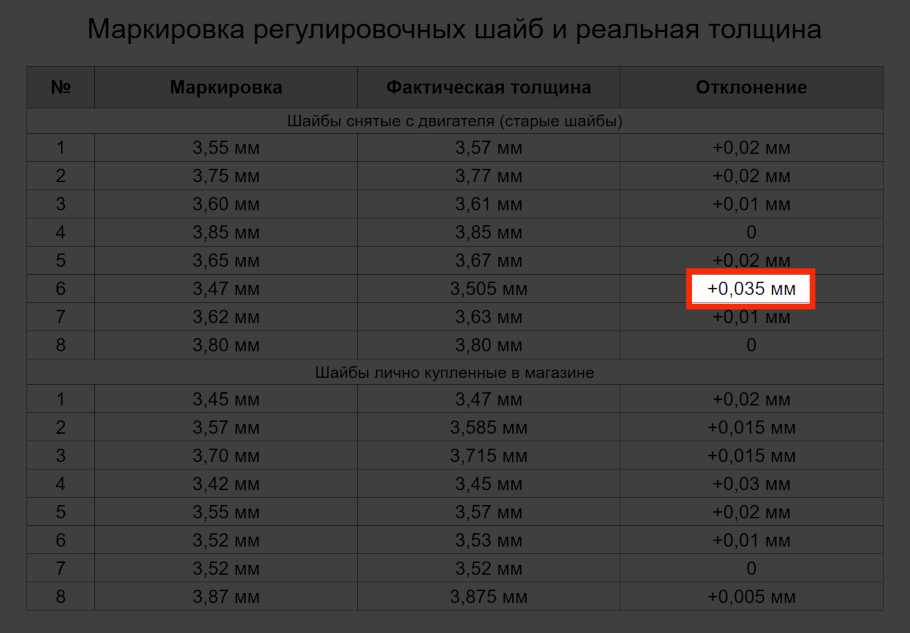
Как вы заметили, самое большое отклонение он «нормы» составило всего 3,5 сотки. А если взять средний показатель отклонений, то он и того меньше.







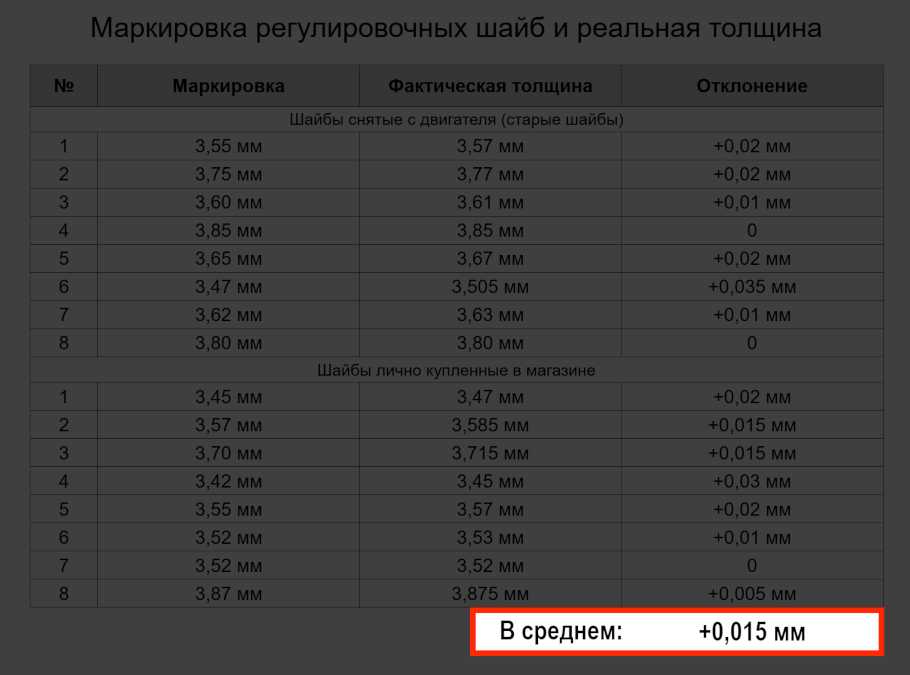
В среднем, отклонения или погрешности регулировочных шайб составляют всего 1,5 сотки. К чему это все?
Вывод третий: регулировочные шайбы можно не измерять
Есть два подхода к регулировке клапанов и каждый из них имеет право на жизнь. Каким пользоваться — решаете только вы. Немного подробнее.
- Подбор шайб с помощью микрометра. Более точный, но и более трудоемкий процесс, поскольку толщина каждой шайбы устанавливается путем ее замера микрометром, а не ее маркировкой. Размер шайбы нужно будет помечать и записывать отдельно, чтобы не запутаться.
- Подбор шайб без микрометра. Если у вас нет данного прибора или вы не умеете им пользоваться, не беда. Ориентируясь только на маркировку шайб, можно качественно произвести регулировку клапанов. В этом случае, тепловые зазоры клапанов все равно окажутся в «допуске» 5 соток. Единственный минус данного метода в том, что вы будете вынуждены брать регулировочные шайбы только у проверенного поставщика. Желание найти подешевле, через интернет или в «гараже у соседа» — будет сопряжено с определенными рисками, потому что сейчас подделывают все!
Первый способ безусловно лучше и надежней, но если все-таки вы поставили непроверенные микрометром шайбы, ориентируясь только на маркировку — не переживайте, ничего с вашим двигателем не случится. До следующей регулировки он точно «доживет».
https://youtube.com/watch?v=vdfukJevjd0





